 鑄鐵平臺試驗臺底座的主要技術指標
鑄鐵平臺試驗臺底座的主要技術指標為提高試驗鐵底板和電機試驗平臺...
鑄鐵平臺有哪些具體分類?鑄鐵平臺其實是鑄鐵類工作臺的統...
 三維柔性焊接平臺的介紹
三維柔性焊接平臺的介紹三維柔性焊接平臺,按材質分為鋼...
 機床鑄件的材料優點
機床鑄件的材料優點樹脂砂型剛度好,澆注初期砂型這...

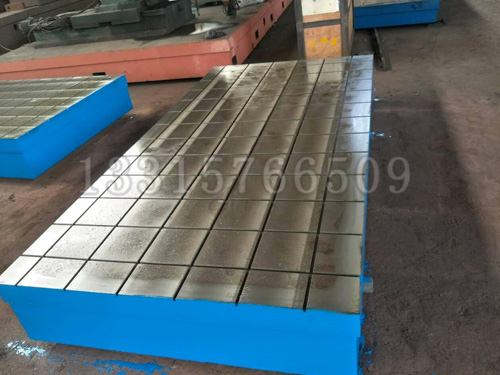
鉗工桌是鉗工常用設備之一。適用于各種檢驗工作, 測量用的基準平面,用于機床機械測量基準,檢查零件的尺寸精度或形位偏差,并作 劃線。在機械制造中也是的基本工具。
鉗工桌主要應用于動力機械設備的裝配及調試固定工件,表面帶有T形槽,可以固定動力機械設備,要求較大的裝配平臺,可以拼裝使用。
鉗工桌的技術要求:
1、鉗工桌工作面不得有嚴重影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、銹點等缺陷。
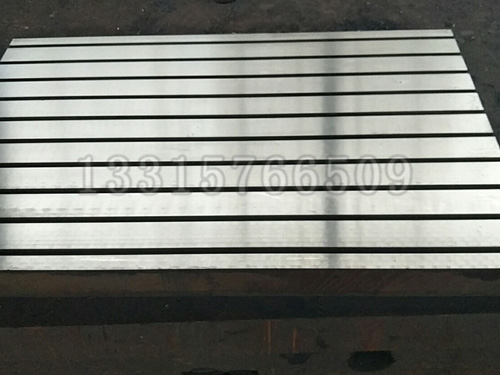
2、鉗工桌的鑄造表面應 型砂且平整,涂漆牢固。
3、精度登記為0級-3級的平板工作面上,直徑小于15mm的砂孔允許用相同材料堵塞,其硬度應小于周圍材料的硬度。工作面堵塞的砂孔應不多于4個,且砂孔之間的間距應不小于80mm。
4、鉗工桌應采用細密的灰口鑄鐵或合金等材料制造,其工作面硬度應為170-220HB。
5、鉗工桌工作面通常應采用刮削工藝。對采用刮削加工的3級平板工作面,其表面粗糙度Ra的大允許值為5um。
6、平面度公差見表2的規定。
7、采用刮削工藝應進行涂色對研檢驗,對研后顯示的接觸點面積的比率見表3的規定:或者按25mm×25mm正方形面積的接觸點數見表3的規定,且任意25mm×25mm中的接觸點數之間應不大于5點。
如何鑒別鉗工桌的好壞?
1、鉗工桌工作面上不應有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷。
2、鉗工桌工作面上不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷。各鑄造表面應 型砂,且表面平整、涂漆牢固,各稅邊應修鈍。
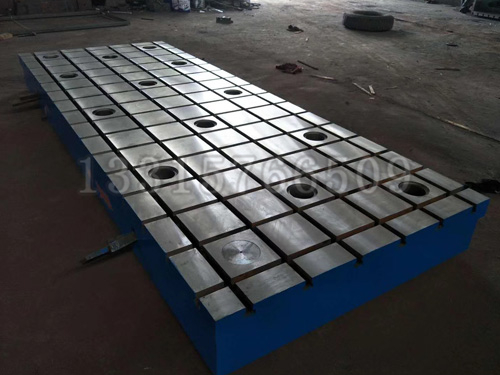
3、T型槽在平板的相對兩側面上,應有安裝手柄或吊裝位置的設置、螺紋孔或圓柱孔。設置吊裝位置時應考慮盡量減少因吊裝而引起的變形。
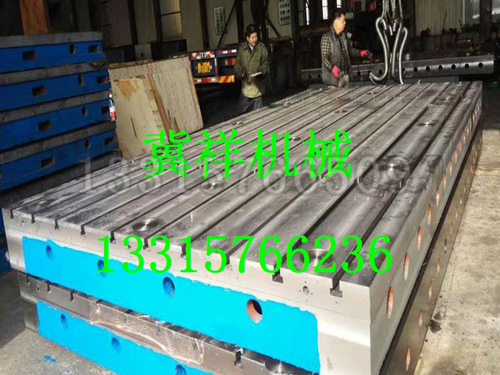
4、鉗工桌應經穩定性處理和去磁。
5、鉗工桌工作面與側面以及相鄰兩側面的垂直公差為12級(按GB1184—80《形狀位置公差》規定)。
6、鉗工桌工作面的硬度應為HB170—220或187—255之間。