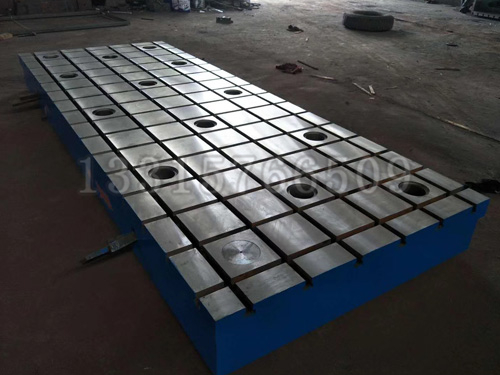
 鑄鐵平臺試驗臺底座的主要技術(shù)指標(biāo)
鑄鐵平臺試驗臺底座的主要技術(shù)指標(biāo)為提高試驗鐵底板和電機試驗平臺...
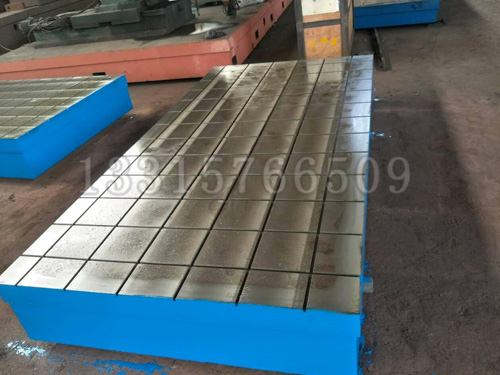
鑄鐵平臺有哪些具體分類?鑄鐵平臺其實是鑄鐵類工作臺的統(tǒng)...
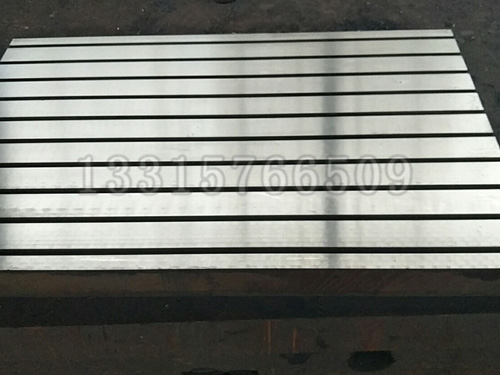
 三維柔性焊接平臺的介紹
三維柔性焊接平臺的介紹三維柔性焊接平臺,按材質(zhì)分為鋼...
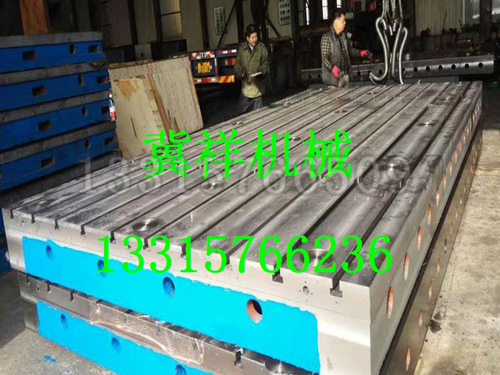
 機床鑄件的材料優(yōu)點
機床鑄件的材料優(yōu)點樹脂砂型剛度好,澆注初期砂型這...

灰鐵鑄件造型型砂的基本特點是:黏土含量高,水分低,煤粉的加入量也較低。因此,在配砂時應(yīng)把握好以下幾點。
1、黏土含量和含泥量。黏土含量高的型砂,隨比壓升也提高,通常 膨潤土控制在7%~10%。型砂中 黏土和死黏土之和相當(dāng)于含泥量,含泥量一般控制在12%~16%。含泥量太高或太低均會影響型砂的各項性能指標(biāo)。
2、水分。機床鑄件制造型砂中的水分是決定黏土的塑性和黏結(jié)力的主要因素。水分太高時,易引起黏土黏結(jié)力惡化,型砂的流動性下降,得不到均勻的鑄型密度。水分太低時,型砂不易混勻,型砂強度低,脆性大,起模性差,易使鑄件產(chǎn)生粘砂缺陷。一般水分應(yīng)控制在比 濕壓強度峰值時的水分高出10%~20%。
3、原砂粒度。造型時砂型密度較高,澆注時膨脹大,因此原砂粒度不宜過分集中,原砂顆粒呈圓形或多角形,一般選擇三篩砂或四篩砂。
灰鐵鑄件的缺陷 :
通過對幾種傳統(tǒng)焊補工藝在機床鑄件缺陷處的修補結(jié)果,分析機床鑄件 結(jié)果不佳的原因。通過對鑄造缺陷修補機在機床鑄件的 結(jié)果的 ,確定一種確實可行的在機床鑄件上 的及其工藝。利用鑄造缺陷修補機對鑄造件的缺陷進行 ,鑄件在 過程中,不升溫、不變形、無裂紋產(chǎn)生、焊補點金屬致密,不產(chǎn)生硬點、無退火現(xiàn)象,可以進行任何機械加工。補材的選擇不受材質(zhì)的制約,通過不同材質(zhì)補材的選擇,可以達到焊補點性能、顏色與母體上的統(tǒng)一。補材與母體為冶金結(jié)合,結(jié)合,不會產(chǎn)生脫落焊補質(zhì)量符合鑄件產(chǎn)品的質(zhì)檢標(biāo)準(zhǔn),是值得廣泛推廣的一種。但鑄造缺陷修補機的焊補范圍為Φ1.5-Φ1.2mm焊補點反復(fù)熔化堆積的過程,在大面積缺陷修補過程中, 效率是制約其廣泛推廣應(yīng)用的因素。對于機床鑄件的大缺陷,推薦傳統(tǒng)焊補工藝與鑄造缺陷修補機的復(fù)合應(yīng)用。