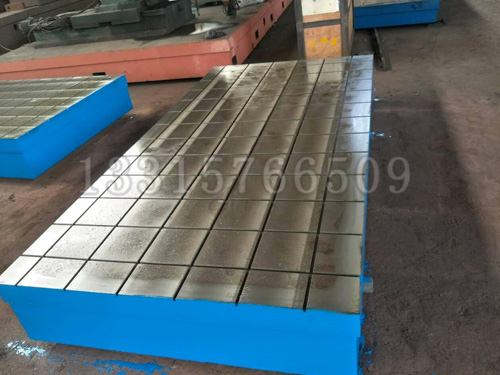
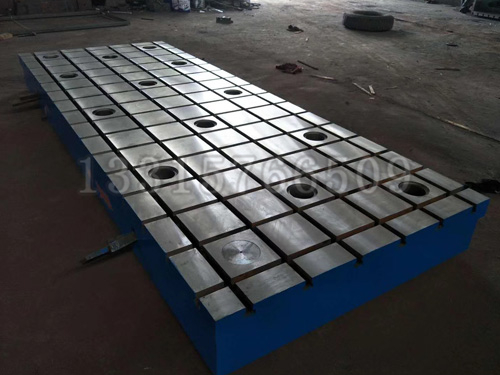
 鑄鐵平臺試驗臺底座的主要技術指標
鑄鐵平臺試驗臺底座的主要技術指標為提高試驗鐵底板和電機試驗平臺...
鑄鐵平臺有哪些具體分類?鑄鐵平臺其實是鑄鐵類工作臺的統...
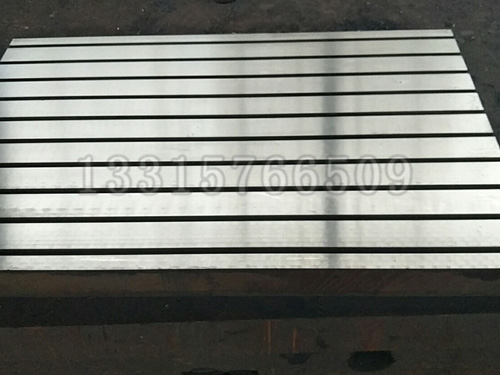
 三維柔性焊接平臺的介紹
三維柔性焊接平臺的介紹三維柔性焊接平臺,按材質分為鋼...
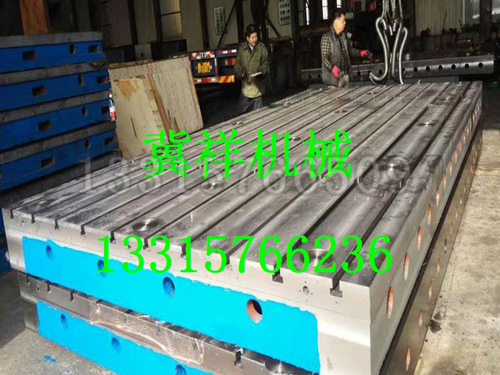
 機床鑄件的材料優點
機床鑄件的材料優點樹脂砂型剛度好,澆注初期砂型這...

消失模鑄造的技術特點
消失模鑄造(又稱實型鑄造)是泡沫塑料模采用無黏結劑干砂結合抽真空技術的實型鑄造,是將與鑄件尺寸形狀相似的泡沫模型粘結組合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振動造型,在負壓下澆注,使模型氣化,液體金屬占據模型位置,凝固冷卻后形成鑄件的新型鑄造方法。
與傳統鑄造技術相比,消失模鑄造有下列特點:
1,鑄件質量好,成本低;
2,材質不限,大小皆宜;
3,尺寸;
4,,表面光潔,減少清理,節省機加;
5,內部缺陷減少,組織致密;
6可實現大規模、大批量生產。自動化流水線生環保;
7,可以 作業環境、降低勞動強度、減少能源消耗。
消失模在 的發展簡史
1956年美國人H.F.SHOYER開始了將聚苯乙烯泡沫塑料用于鑄造的試驗,并獲得成功,引起了人們 大的興趣,1958年以 的形式公布于眾,當時稱之為“無型腔鑄造”。起初,該法只是用來制造金屬雕像等藝術品鑄件,以后經過許多實踐和探索,1962年西德從美國引進 ,消失模鑄造法才開始被,并在工業上 應用。
1964年美國的T.R.SMITH發表了使用無粘結劑干砂造型生產消失模鑄件的 。到了1967年,采用普通粘土砂和自硬砂的消失模鑄造法獲得了成功,并在許多 了應用,生產了成千上萬噸鑄件,但無粘結劑干砂實型鑄造卻沒 發展,仍處于探索階段。在整個六十年代直至七十年代,消失模鑄造法于單件小批生產,典型產品是汽車模具、機器底座、藝術品等。1968年,德國人E.KRYZMOWSKI在砂箱內抽成負壓進行澆注,取得了 ,即現在的消失模鑄造。
八十年代以前,由于 的制約,生產中使用無粘結劑干砂消失模鑄造受到限制;鑄造界與其他產業部門協調不夠;由于工藝不當、型砂和涂料不合適以及模型質量不高所導致的實型鑄件外觀及內在質量不夠好,造成了一部分人的等待、觀望甚至懷疑的態度,使得消失模鑄造法發展緩慢。
1981年以后由于相應 技術失效,再加上經過幾年努力,發泡聚苯乙烯原料珠粒有了很大進步、模型組合粘結劑質量 、 涂料被研制成功等工藝技術的進步,消失模鑄造法得以發展,并很快在生產上 應用。1982年美國首先公開了世界上生產復雜鋁鑄件的消失模鑄造生產線。至此,消失模鑄造作為一種全新的鑄造工藝方法被應用于生產。
消失模在中國的發展簡史
1979年,由我國消失模鑄造專家、中國院長春光學 機械 所 員黃述哲教授 的課題組,在中國 早開始了消失模鑄造的原理性試驗。同年,黃述哲教授在 鑄造工藝學會上發表了“消失模鑄造基本特性的 ”論文報告,在國內系統闡述了這一方法的特點和規律性。1982年,在大量實驗室試驗的基礎上,黃述哲教授主持在光機所工廠建成了一條消失模鑄造實驗生產線。黃述哲教授主持完成的“消失模鑄造技術及工業化應用”于1997年、1998年分獲中科院科技進步二等獎和 科技進步三等獎,這是我國鑄造工業界科技成果中獲得的獎項。1998年被 科技部列為“九五 科技成果 推廣項目”(99010202A)。黃述哲教授主持完成了數十個技術 、功能完備、配置合理、生產 的消失模鑄造流水生產線工程。
八十年代后期鄭州機械所也開始了消失模鑄造的試驗性應用 。
九十年代開始以來,清華大學、哈爾濱工業大學、華中理工大學、西安交大等也紛紛加入了消失模鑄造的 。
2013年,萬噸消失模鑄鋼生產線正式投產,標志著中國消失模鑄鋼制造工業正式進入量產時代。
生產原理
生產原理:該法按工藝要求先制成泡塑模型,涂掛涂料,干燥后,置于砂箱中,再按工藝要求填入干砂,利用三維振動緊實,抽真空狀態下澆鑄金屬液,此時模型氣化消失,金屬液置換模型,復制出與泡塑模型一樣的鑄件.
鑄造工藝
1、泡塑珠粒的選用:
消失模鑄造的泡沫珠粒有三種。
①可發性聚苯乙烯樹脂珠粒(簡稱EPS);
②可發性甲基丙烯酸甲脂與苯乙烯共聚樹脂珠粒(簡稱STMMA);
③可發性聚甲基丙烯酸甲脂樹脂珠粒(簡稱EPMMA)。
常用可發性聚苯乙烯樹脂珠粒(EPS),用于鑄造有色金屬、灰鐵及一般鋼鑄。
珠粒特點:半透明珠粒,預發泡倍數40~60,粒徑為0.18~0.80亳米(6種尺寸),
一般選用的原始珠粒的粒徑小于或等于鑄件的 小壁厚的1/9~1/10。
2、模型制作:有兩種情況:
◎由泡塑珠粒制作:予發泡——熟化——發泡成型——冷卻出模
①予發泡
EPS珠粒在加入模具前,要 行予發泡,以使珠粒膨脹到 尺寸。予發泡過程決定了模型的密度、尺寸穩定性及精度,是關鍵環節之一。適用于EPS珠粒予發泡的方法有三種:熱水予發泡、蒸汽予發泡和真空予發泡。真空予發泡的珠粒發泡率高,珠粒干燥,應用較多。
②熟化
經予發泡的EPS珠粒放置在干燥、通風的料倉中 時間。以便使珠粒泡孔內外界壓力平衡,使珠粒具有彈性和再膨脹能力,除去珠粒表面的水分。熟化時間在8~48小時。
③發泡成型
將予發泡且熟化的EPS珠粒填充到金屬模具的型腔內,加熱,使珠粒再次膨脹,填滿珠粒間的空隙,并使珠粒間相互融合,形成平滑表面,即模型。出模前 進行冷卻,使模型降溫至軟化溫度以下,模型硬化定形后,才能出模。出模后還應有模型干燥及尺寸穩定的時間。設備有蒸缸及自動成形的成型機兩種。
◎由泡塑板材制作:泡塑板材——電阻絲切割——粘結——模型
對簡單模型,可利用電阻絲切割裝置,將泡塑板材切割成所需的模型。
對復雜模型,首先用電阻絲切割裝置,將模型分割成幾個部分,然后進行粘,使之成為整體模型。
3、模型組合成簇:
是將自行加工好(或外購)的泡塑模型與澆冒口模型組合粘結在一起,形成模型簇,這種組合有時在涂料前進行,有時在涂層制備后埋箱造型時進行。是消失模(實型)鑄造的一道工序。
目前使用的粘結材料:橡膠乳液、樹脂溶劑和熱熔膠及膠帶紙。
4、模型涂層:
實型鑄造泡塑模型表面 涂一層 厚度的涂料,形成鑄型內殼。其涂層的作用是為了提高EPS模型的強度和剛度,提高模型表面抗型砂沖刷能力,防止加砂過程中模型表面破損及振動造型及負壓定型時模型的變形,鑄件的尺寸精度。
外購的消失模鑄造涂料,在涂料攪拌機內加水攪拌,使其 合適的粘度。攪拌后的涂料放入容器內,用浸、刷、淋和噴的方法將模型組涂覆。一般涂兩遍,使涂層厚度為0.5~2mm。據鑄件合金種類、結構形狀及尺寸大小不同選定。涂層在40~50℃下烘干。
5、振動造型:
我們介紹常用的一種造型方法(兩種方法之一)。
其工序包括如下工序:砂床制備——放置EPS模型——填砂——密封定型
①砂床制備
將帶有抽氣室的砂箱放在振動臺上,并卡緊。底部放入 厚度的底砂(一般砂床厚度在50~100mm以上),振動緊實。
型砂為無粘結劑、無填加物、不含水的干石英砂。黑色金屬溫度高,可選用較粗的砂,鋁合金采用較細砂子。型砂經處理后要反復使用。
砂箱為單面開口、設有抽氣室或抽氣管、起吊或行走機構的砂箱。
②放置EPS模型
振實后,其上據工藝要求放置EPS模型組,并培砂固定。
③填砂
加入干砂(幾種加砂方法),同時施以振動(X、Y、Z三個方向),時間一般為30~60秒,使型砂充滿模型的各個部位,且使型砂的堆積密度增加。
④密封定型
砂箱表面用塑料薄膜密封,用真空泵將砂箱內抽成 真空,靠大氣壓力與鑄型內壓力之差將砂粒“粘結”在一起,維持鑄型澆注過程不崩散,稱之為“負壓定型。較為常用。
6、澆注置換
EPS模型一般80℃左右軟化,420~480℃時分解。分解產物有氣體、液體及固體三部分。熱分解溫度不同,三者含量不同。
實型鑄造澆注時,在液體金屬的熱作用下,EPS模型發生熱解氣化,產生大量氣體,不斷通過涂層型砂,向外排放,在鑄型、模型及金屬間隙內形成 氣壓,液體金屬不斷地占據EPS模型位置,向前推進,發生液體金屬與EPS模型的置換過程。置換的 終結果是形成鑄件。
澆注操作過程采用慢——快——慢。并保持連續澆注,防止澆注過程斷流。澆后鑄型真空維持3~5分鐘后停泵。澆注溫度比砂型鑄造的溫度高30~50℃。
7、冷卻清理
冷卻后,實型鑄造落砂 為簡單,將砂箱傾斜吊出鑄件或直接從砂箱中吊出鑄件均可,鑄件與干砂自然分離。分離出的干砂處理后重復使用。
用途優點
消失模鑄造與傳統的砂型鑄造相比較有如下顯著優點:
1、消失模鑄造不需要分型和下芯子,所以特別適用于幾何形狀復雜、傳統鑄造難以完成的箱體類、殼體類鑄件、筒管類鑄件。
2、消失模鑄用干砂埋模型,可反復使用,工業垃圾少,成本明顯降低。
3、消失模鑄造沒有飛邊毛刺,清理工時可以減少80%以上。
4、消失模鑄造可以一線多用,不僅可以做鑄鐵、球鐵,還可以同時做鑄鋼件,所以轉項靈活,適用范圍廣。
5、消失模鑄造不僅適用批量大的鑄造件,進行機械化操作,也適用于批量小的產品手工拼接模型。
6、消失模鑄造如果投資到位,可以實現空中無塵,地面無砂,勞動強度低,做業環境好,將以男工為主的行業變成了以女工為主的行業。
7、消失模鑄造取消了造型工序,有 文化水平的人,經過短時間的培訓就可以成為熟練的工人,所以,特別適用技術力量缺乏的地區和企業。
8、消失模鑄造適合群鑄,干砂埋型脫砂容易,在某些材質的鑄件還可以根據用途進行余熱處理。
9、消失模鑄造不僅適用于中小件, 適用做大型鑄件,如:機床床身、大口徑管件,大型冷沖模件,大型礦山設備配件等,因為模型制作周期短、成本低、生產周期也短,所以特別受到好評。
注意事項
防止增碳
消失模容易產生增碳缺陷,現今在我國還沒有很好的方法解決該種缺陷,這也是眾多鑄造廠家不敢上消失模或上了消失模生產線卻不能批量生產的一個原因。增碳缺陷產生的原因主要是泡沫材料含有碳,澆注時泡沫燃燒分解出游離碳,碳侵入鋼水所致。經過試驗,發現其增碳有 的規律性,即鑄件表面增碳,而心部幾乎不增碳;內澆口附近不增碳,而離內澆口越遠,增碳越嚴重。鑄鋼件增碳及其表現形式主要有下面四個個方面:a.鑄件表面增碳,b.鑄件的體積增碳,c.鑄件局部增碳,d.鑄件表面脫碳。采取如下相應措施,可使鑄件成分基本在工藝要求范圍內。
(1)選擇含碳量少的泡沫材料,這是關鍵,現今消失模鑄造用材料主要有EPS,STMMA,EPSMMA三種,其含碳量依次減少。其中EPS的特點是含碳量大,但其發氣量小,澆注時不易返噴,且其價格便宜,在鑄鐵件和要求不高的上應用較多。EPSMMA的特點是含碳量少,但發氣量大,易造成返噴現象,且材料價格貴,一般在低合金鋼上使用較多。STMMA則是兼顧兩者的優點,具有發氣少、含碳低的優點,是用消失模生產的材料。
(2)消失模模樣的密度非常重要,只要表面光潔,密度低,可以降低增碳現象,同時發氣量少。
(3)利用離內澆口越遠,增碳越嚴重的特點,在離內澆口 遠端或在鑄件的設置冒口,使 入鑄件的增碳污染嚴重的鋼水進人冒口內,同時冒口還起到集渣、集氣的作用。使用該工藝,可使鑄件整體含碳量控制在工藝要求范圍內
涂料作用
(1)避免鋼水和砂子直接接觸,鑄件表面質量;
(2)提高泡沫的強度,使其在搬運過程中不變形;
(3)使澆注時產生的氣體通過涂層排出抽走。
涂料的涂刷和涂料烘干
(1)涂料的涂刷不要一次完成,一次完成涂刷會使涂層變厚,涂料易開裂,應上二至三層,涂層整體厚度應控制在1mm左右。控制涂層厚度的原則是,在鑄件不粘砂的前提下,涂層應盡量薄,以便于氣體能盡快通過涂層排出。
(2)每層涂料上完后 要烘干,方可進行下一輪涂刷或造型,如果涂層沒干透,澆注時鋼水遇到水分會產生大量氣體,造成返噴,另外涂層沒干透,涂料透氣性差,氣體無法及時排出,易使鑄件產生氣孔、渣孔。
防止返噴
返噴是消失模鑄造中常發生的現象,返噴嚴重時可能會危及澆注工的人身 , 予以重視,為減輕噴現象,可采取如下措施。
(1)泡沫模型密度要小,在泡沫表面質量,模型強度的前提下,泡沫應做得越輕越好,以減少澆注時的發氣量。
(2)泡沫模型上涂料前 要烘干,每批泡沫模型應抽檢其烘干過程的重量變化,應做出烘烤重量變化曲線圖,只有在重量不再發生變化情況下方可上涂料。
(3)澆注系統,特別是直澆道和橫澆道不應上涂料,這樣可以使澆注時產生的氣體能充分地抽走,而且不上涂料,節省了涂料的消耗。
(4)在澆口杯處上面蓋一個檔板,可把返噴上來的鋼水擋住,使其不能飛濺出來,危及現場操作工人。
防止塌箱
當一箱中串聯鑄件較多時,由于各模型同時氣化,造成真空度不夠,易造成塌箱,防止塌箱應注意:
(1)保持砂箱內的足夠穩定的真空度。
(2)控制好澆注溫度,同時澆注速度盡量與模型的氣化速度一致,防止澆注過慢導致冷隔澆不進,造成塌箱。
生產線
一、單機或簡易型鑄造生產線
通常在鑄造車間設置1-2臺(造型時用)三維振動臺,幾個-10多個砂箱,砂箱吊運或設有輥(軌)道的砂箱簡易輸送線,干砂一般是自然冷卻或設有簡易型砂冷卻裝置,另加一套抽真空系統和砂除塵篩分設備。投資靈活,費用在8-15萬,生產規模一般在500-5000噸。這種生產模式是比較符合我國國情,花錢少,上馬快,深受我國廣大中小企業歡迎,發展。這類工廠占我國消失模鑄造廠點的90%以上。
二、國產型消失模鑄造流水線
采用機械、液壓、氣動和電控方式,自行設計的國產型生產線,其砂箱數在10-50余個不等;均設有砂冷卻系統設備;生產規模在年產2000―30000噸,投資在50萬-400萬不等。這類生產廠點約有30家(條)。特點是系統完整,功能,連續作業,適合大批量、大規模生產。
引進型消失模鑄造。引進 的這些工廠中,投資少則為約1000余萬元,多則為(累計)約8000萬元,一般在4000至5000萬元之間。
發展概況
近年來消失模鑄造在國內的發展較快,發展成果也是可喜的。無論是關鍵設備的制造水平還是消失模復雜鑄件生產的工藝水平都有了突破性的進展。設備的 和制造水平主要體現在以下幾個方面:
(1)白區設備的發展:預發機已經有較大的改進和提高,無論是外形結構的設計還是發泡原理方面的改進及測試手段的完善都做了大量的工作。發泡機的性能有了很大的提高,基本上可以滿足使用要求。制模機方面也有 的改進,隨著自動化水平的提高及在國內制模方面的應用,國內制模機的自動化水平也有了明顯的提高,制模的生產效率和工人的勞動強度都有了較大的提高和 。但在充填方式能量分布等方面還有待于進一步的改進和完善。膠合機方面也做了一些工作,但對復雜模片的膠合水平和能力還有待于提高和完善。涂料方面機械化水平較低,檢測手段不完善,涂料工部現場臟、亂、差的情況沒有明顯 ;缺乏涂料的回收設備和裝置。目前國內也有部分企業利用不銹鋼高低速攪拌容器結合機械手對復雜的模片進行涂料,但因不了解涂料的性能,沒有設計出合理的夾具,又因機械手的運行軌跡走向不合理,在對模片本身各型腔結構把握不是太好的情況下使用機械手進行侵涂導致模片在侵涂時出現模片膨脹變形,表面涂料粘附不均勻,型腔露白現象嚴重等問題。
(2)黑區設備的發展:振實臺有了較大的改進和突破,無論是振實原理還是控制手段方面都有了顯著的提高,基本接近 設備的設計理念,但在細節和控制方面仍存在 的差距。砂冷卻器的設計和制造能力也有了較大的提高和 ,在不需要考慮過多的地坑前提下,已經可以滿足造型線的砂冷卻處理的要求。雨淋加砂、振動輸送等設備的設計和制造能力都有了明顯提高。自動化的設計和實現能力有了較大提高。自動化澆注機的設計和制造水平已經接近 的 水平。整個造型線的設計理念轉變較大,布線 合理,運行 。
(3)工藝水平的發展:工藝水平主要體現在發動機缸體、缸蓋鑄件的批量化生產工藝及高難度、耐熱鑄件的生產工藝。