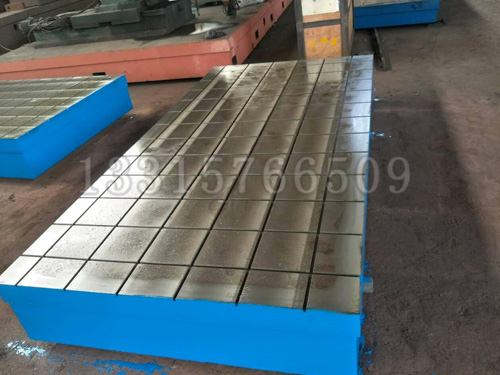
鑄鐵平臺的刮研技術需求赤色鐵粉與柴油或火油混合攪拌,然后將其色漿滴到鑄鐵平臺外表用棉紗搽勻,研具與鑄鐵平臺通過研磨后,凸起當地的鑄鐵平臺外表閃現的滿是黑點,黑點分亮點、濃黑點、淡黑點。這些黑點在刮研中是一個變量。通過接連的替換循環不斷地運作不斷地刮研,黑點由變稠密,由不均勻分布變為均勻分布。黑點的演化進程,也是外表光潔度、外表觸摸精度、外表幾許精度逐步行進的進程。
鑄鐵平臺的刮研技術是平面修整加工的辦法之一,其意圖是為了降低外表粗糙度值,行進觸摸精度和幾許精度,然后行進機床的協作剛度、光滑功用、機械效益和使用壽命,也是僅用平面磨床和導軌磨床加工難以到達的,機床設備和鑄鐵平臺所 的加工技術。
在通過刮研的鑄鐵平臺上推進表座、工件對比順暢,無發澀感觸,方便了測量,了測量準確度。能夠愈加利于咱們的操作,讓咱們的操作過程愈加順暢,也能夠到達 的效果。
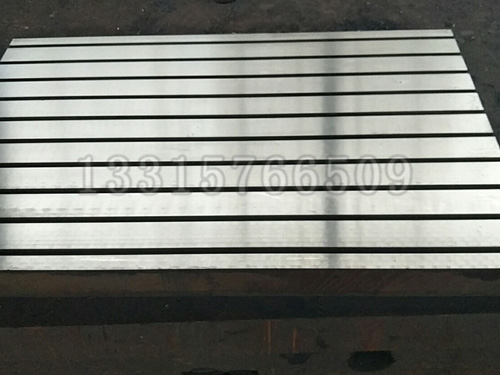
目前除了表面粗糙度有 標準及相應的檢查方法外,表面質量的其余項目均無檢驗標準,也缺乏完善的無損檢查方法。通常都是憑經驗根據鑄鐵平臺的要求與加工方法確定 檢查的項目。一般鑄鐵平臺除了檢查表面粗糙度外,其余項目都可以靠工藝,不再進行檢查。對于重要的零件如機床導軌的表面,則 根據需要決定檢查的項目。破壞性的檢查鑄鐵平臺的方法只能用于抽驗或者驗證工藝的合理性。鑄鐵平臺表面質量的檢查項目和評定方法有以下幾項。
(1)鑄鐵平臺粗糙度:用輪廓檢查儀、雙管顯微鏡或者干涉顯微鏡等測定鑄鐵平臺表面粗糙度,按 標準進行評定。鑄鐵平臺表面的劃痕、坑點等缺陷依靠目測檢查,大量生產中已開始采用光電檢查儀器代替目測檢查儀器檢查鑄鐵平臺的表面缺陷。
(2)鑄鐵平臺的裂紋等微觀缺陷:可用以下方法和顯微鏡配合進行檢查,大量生產中可用自動光學掃描儀代替目測檢驗。
1、磁粉探傷法:將鑄鐵平臺磁化后,在裂紋缺陷處就會產生漏磁場,當澆上磁鐵粉懸浮液后,鐵粉即沿著鑄鐵平臺缺陷所形成的的磁力分布,此檢查方法,能的顯示鑄鐵平臺表面的細小裂紋和表面下的裂紋。
2、熒光或者著色檢驗法:利用熒光劑或者有色液體的滲透作用顯示出鑄鐵平臺的裂紋,主要用于不用磁化的材料的探傷。
3、酸性檢查:裂紋等缺陷等腐蝕后可提高清晰度。
(3)鑄鐵平臺表面顯微硬度變化:用維式硬度計測定。若要測得鑄鐵平臺表面層的硬度分布,可將鑄鐵平臺加工出2~3度的斜面,即可將鑄鐵平臺表面層厚度h放大25倍左右。
(4)鑄鐵平臺殘余內應力測定。
1、酸腐蝕法:鑄鐵平臺又較大的拉應力時,經酸性復試后即出現裂紋,可 產中很方便地使用。
2、逐層去除法:可以測定鑄鐵平臺表面層的應力分布。該方法是靠電介質腐蝕逐層去除表面層,因為內應力重新平衡引起零件的變形,測其變形量即可計算出殘余內應力值。
3、X射線衍射法:用X射線可測得原子間距的變化。當鑄鐵平臺存在殘余內應力時,進出的原子間距發生變化。間距大于正常組織時為拉應力,反之為壓應力。此法可較 的測定鑄鐵平臺表面殘余內應力。當需要測定鑄鐵平臺表面應力分布時,應于逐層去除后測定。由于此法效率甚低,難于在生產中直接使用, 已發展了X射線衍射儀,可以在幾分鐘之內確定殘余內應力值。
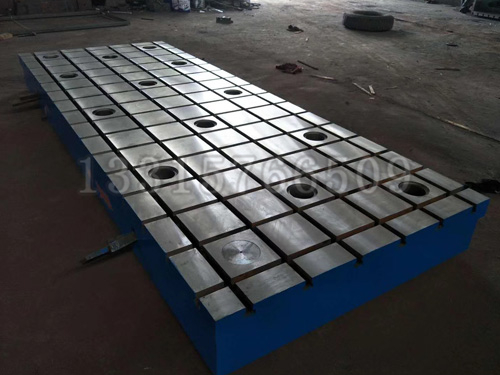
鑄鐵平板如果使用太久就會出現不同規則的磨損,但是可以通過 的修刮恢復鑄鐵平板精度。
鑄鐵平板可以使用涂色法查驗零件平面度,具有 、直觀、方便的長處。在通過刮研的鑄鐵平板上推進表座、工件比較順利,無發澀感覺,給測量的工作帶來了方便和便利,也了測量的 度。鑄鐵平板的鑄鐵質量和熱處理質量對鑄鐵平板運用性能發作較大影響:有可能會因為鑄鐵平板自身存在的內應力較大是工作面變形,也會使鑄鐵平板不,從而不能精度。所以我們在使用鑄鐵平板時就 要注意鑄鐵平板材質的挑選,選用時效處理等方法鑄鐵平板的剩余應力。
鑄鐵平板也不能是總是使用,也要在使用的過程中注重對鑄鐵平板的養護下面是小編總結的幾點鑄鐵平板的養護注意事項,希望可以幫到您:
1、為了避免鑄鐵平板在裝車時發生任何的變形,我們要用長度相同的鋼絲繩平穩的將鑄鐵平板吊裝在運輸工具上。
2、運輸鑄鐵平板的時候也要將鑄鐵平板的各個支撐點,墊好,讓鑄鐵平板保持平穩。
3、鑄鐵平板裝置時將鑄鐵平板的各個支撐點用調整墊鐵墊好、墊實,由 技術人員將鑄鐵平板調整至合格精度。
4、在鑄鐵平板的工作面進行測量工作時,工件 要是輕拿輕放的,不可以給鑄鐵平板的工作面造成任何的劃痕。
5、為了避免鑄鐵平板全體變形,運用完畢后,要將工件從鑄鐵平板上拿下來,避免工件長期對鑄鐵平板重壓形成鑄鐵平板的變形。
6、鑄鐵平板不用時要及時將作業面洗凈,然后涂上一層防銹油,并用防銹紙蓋上,用鑄鐵平板的外包裝將鑄鐵平板蓋好,以避免平時不注意形成對鑄鐵平板作業面的損傷。
7、鑄鐵平板應裝置在通風、干燥的環境中,并遠離熱源、有腐蝕的氣體、有腐蝕的液體。
8、鑄鐵平板按 標準實施定期周檢,檢定周期根據具體情況可為6-12個月。