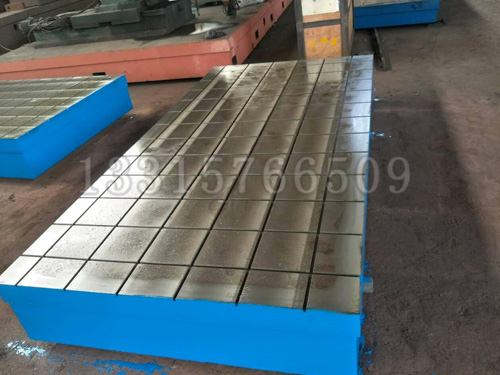
三維柔性焊接平臺是目前我國發(fā)展的一個 ,也是衡量我國鑄造業(yè)水平的標準線之一。
三維柔性焊接平臺是將金屬熔煉成符合 要求的液體并澆進鑄型里,經冷卻凝固、清整處理后 有預定形狀、尺寸和性能的鑄件的工藝過程。三維柔性焊接平臺制造有與其它工藝不同的特點,主要是適應性、需用材料和設備、污染環(huán)境。
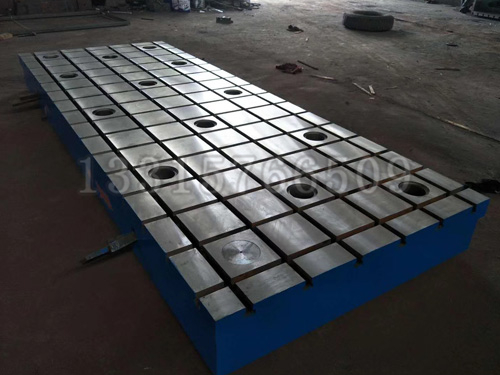
三維柔性焊接平臺廣泛適用于 鋼結構、各種車輛車身制造、軌道交通焊接、自行車摩托車制造、工程機械、框架和箱體、壓力容器、 機器人焊接、鈑金加工、金屬家具、設備裝配、工業(yè)管道(法蘭)、檢測系統(tǒng)。
產品說明:
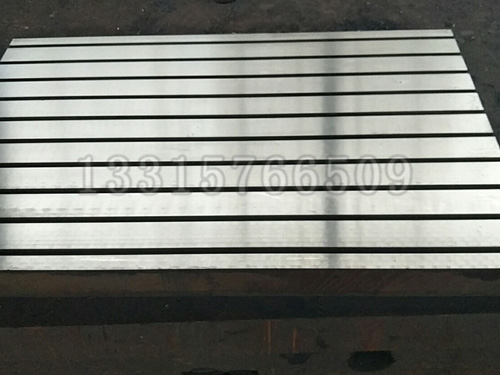
工裝平臺的選用需根據(jù)產品的大小,形狀而定,鈑金類及小型鋼結構件多采用D16系列的平臺;
大型鋼結構及重型機械行業(yè)多采用D28系列平臺,工件大小變化較大的情況建議采用D22系列;
配件的選用需依照工件形狀大小、復雜程度而定;
當平臺不能滿足工件大小時,可采用U型方箱、L型方箱、支撐角鐵等支撐件進行擴展延伸。
基于對柔性焊接夾具的組成的了解和生產現(xiàn)場焊接工位的整體考慮,提出了柔性焊接生產線的設想。對于紡機生產企業(yè),以產品零件類型可形成多條柔性焊接生產線。
鎖緊件:用于平臺與附件之間或附件與附件之間的鎖緊,分為四種,鎖緊銷,沉頭鎖緊銷,外六角鎖緊銷,扳手鎖緊銷。
鎖緊銷:鎖緊拆卸,用于經常使用的位置, 常用。分為長型,短型兩種,短型鎖緊厚度為25X2=50mm(兩塊板厚);長型鎖緊厚度為25X3=75mm(三塊板厚)。
使用步驟:
1、旋轉螺桿,使鎖銷內五個滾珠陷入鎖銷內部。
2、插入標準孔內,然后順時針旋轉螺桿,使鎖銷內部的滾珠凸出,與平臺或者其它附件下端全角處相切。
3、 后用內六角扳手(SW=14)擰緊鎖銷(一般手動扭緊即可,需時用內六角扳手)。
4、取出時,逆時針旋轉幾圈,使?jié)L珠陷入鎖銷內部時三維,三維焊接平臺夾具壓緊件九個優(yōu)勢取出鎖銷。
三維焊接平臺夾具設計的基本要求(1)、工裝夾具應具備足夠的強度和剛度。夾具在生產中投入使用時要承受多種力度的作用,所以工裝夾具應具備足夠的強度和剛度。(2)、夾緊的性。夾緊時不能破壞工件的定位位置和產品形狀、尺寸符合圖樣要求。既不能允許工件松動滑移,又不使工件的拘束度過大而產生較大的拘束應力。(3)、焊接操作的靈活性。使用夾具生產應足夠的裝焊空間,使操作人員有良好的視野和操作環(huán)境,使焊接生產的全過程處于穩(wěn)定的工作狀態(tài)(4)、便于焊件的裝卸。 操作時應考慮制品在裝配定位焊或焊接后能順利的從夾具中取出,還要制品在翻轉或吊運使不受損害。(5)、良好的工藝性。所設計的夾具應便于制造、安裝和操作,便于檢驗、維修和 換易損零件。設計時還要考慮車間現(xiàn)有的夾緊動力源、吊裝能力及安裝場地等因素,降低夾具制造成本。