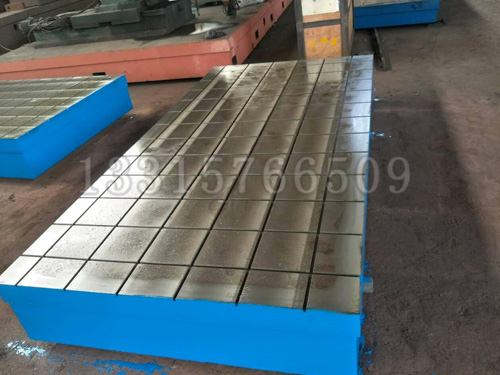
鑄鐵平臺適用于各種大型工件,鑄件檢驗工作, 測量用的基準平面;用于機床機械檢驗測量基準;檢查零件的尺寸精度或形為偏差,并作緊密劃線,在機械制造中也是的基本工具。一般一塊平臺可以滿足正常大小的工件檢驗,劃線等工作,但是遇到大型鑄件或工件,比如船舶制造行業,單塊平臺就無法滿足檢驗,劃線等工作要求了,這時就需要將幾塊甚至十幾塊平臺進行拼接,形成一塊 大的組合平臺拼接平臺再對大型的鑄件,工件進行檢驗,劃線,裝配等工作。
鑄鐵平臺設計標準:
1、鑄鐵平臺及所有附件的計量單位全部采用單位(SI)標準。
2、鑄鐵平臺需進行兩次人工時效處理。一次時效處理在粗加工前,以鑄造應力次人工時效處理在粗加工后,以粗加工產生的應力。
3、全部鑄鐵平臺的調整采用可調墊鐵調整,使平臺調整方便且降低需方采購成本。
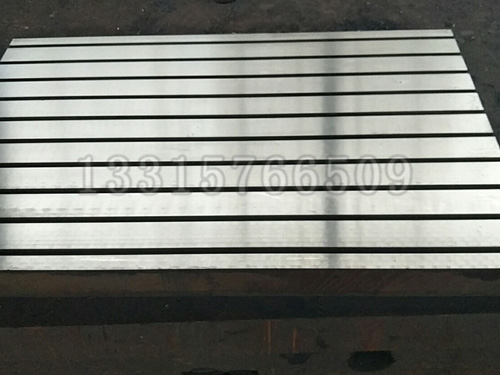
4、鑄鐵平臺外觀及表面質量。
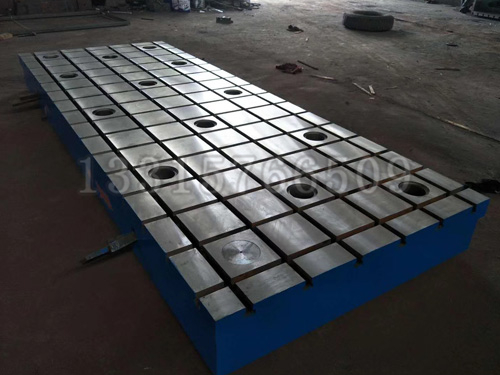
5、為大程度地減小裝卸起吊平臺過程中鑄鐵平臺自重對平臺精度的影響,全部平臺吊裝孔設計符合貝塞爾支點原理。
6、鑄鐵平臺無銹跡、滑痕等其他影響使用的外觀缺陷,不允許有嚴重影響使用性能的砂眼、氣孔、裂紋等鑄造缺陷。
7、鑄鐵平臺加工面涂防銹油,非加工面涂防銹漆,面漆。
8、為提高鑄鐵平臺平臺的抗變形能力,按材料力學強度理論,采用箱型筋式結構,截面采用的半封閉式箱型截面,使平臺縱橫剖面均呈“工”字梁結構。
9、鑄鐵平臺的設計制造要符合JB/T794—1999《鑄鐵平臺》標準。
鑄鐵平臺表面質量影響,主要表現在兩個方面:一是鐵水中雜質的含量,特別是氧化鐵含量,它 易在鑄件表面產生夾渣或渣氣孔;二是鐵水中氣體含量,氣體含量高易使鑄件在表面或皮下產生氣孔。我們采取的主要措施是提高鐵水溫度,建立完善的沖天爐檢測系統,沖天爐處于正常狀態。“高溫靜置,低溫澆注”是澆注的控制準則,以降低鑄件的氣孔、縮孔及表面粘砂缺陷。提高鑄造技術水平, 出口機床鑄件表面質量,定于各種模板上,便于提高勞動生產率。
鑄鐵平臺壓砂效果的好壞直接影響量塊的平面精度,所以要取得良好的鑄鐵平臺壓砂效果, 注意以下幾點:
1、壓砂房間、劃線平臺、輔料要清潔干凈;
2、研磨速度不宜過快,以免使鑄鐵平臺發熱而導致平臺變形。
3、鑄鐵平臺壓不進砂時可以在平臺上加重量;
4、研磨時鑄鐵平臺要勤掉頭,研磨的每兩塊平臺,其研磨次數要相等。