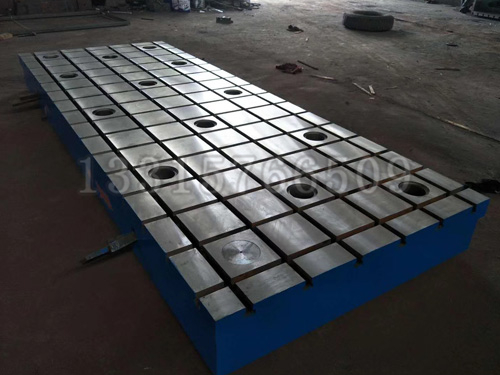
 鑄鐵平臺(tái)
鑄鐵平臺(tái)鑄鐵平臺(tái)是用于工件、設(shè)備檢測(cè)、
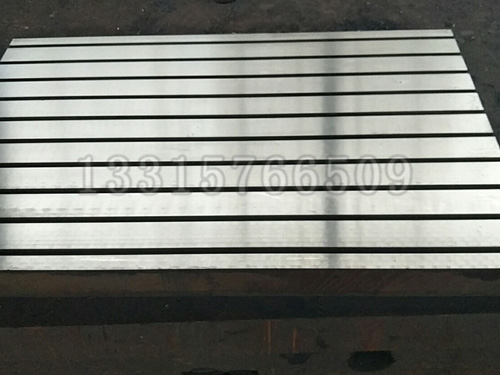
 劃線平臺(tái)
劃線平臺(tái)劃線平臺(tái)的材質(zhì)為鑄鐵HT150-300,工
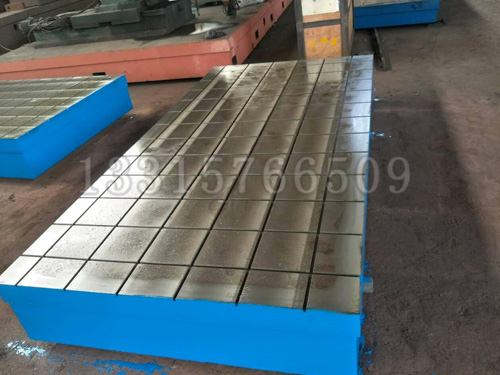
 三坐標(biāo)平臺(tái)
三坐標(biāo)平臺(tái)三坐標(biāo)平臺(tái)是平臺(tái)產(chǎn)品中較為常見(jiàn)
 條形平臺(tái)
條形平臺(tái)條形平臺(tái)又被人們習(xí)慣性的稱(chēng)為是
焊接平臺(tái)適用于各種檢驗(yàn)工作,精度測(cè)量的基準(zhǔn)平面,主要用于機(jī)械工件檢驗(yàn)測(cè)量中的基準(zhǔn)面,檢查零件的尺寸精度或行為偏差,并可作 劃線。在機(jī)械制造檢驗(yàn)中是的平面基準(zhǔn)量具。焊接平臺(tái)冷卻過(guò)程中發(fā)揮的鑄造應(yīng)力了材料在該溫度下的強(qiáng)度,發(fā)作殘留變形精度測(cè)量用的基準(zhǔn)立體,在機(jī)器制作檢驗(yàn)中也是不可短少的檢驗(yàn)量具。
焊接平臺(tái)輔助支承的個(gè)數(shù),應(yīng)視焊接平臺(tái)尺寸大小、使用情況需要而定。但焊接平臺(tái)檢定及使用時(shí)的輔助支撐位置應(yīng)與設(shè)計(jì)時(shí)的圖紙相同,這就了焊接平臺(tái)支承的合理布局。使用過(guò)程中,要注意避免工件和焊接平臺(tái)的工作面有過(guò)激的碰撞,防止損壞焊接平臺(tái)的工作面;工件的重量 不可以超過(guò)鉚焊平臺(tái)的額定載荷,否則會(huì)造成工作質(zhì)量降低,還有可能損壞焊接平臺(tái)的結(jié)構(gòu),甚至?xí)斐珊附悠脚_(tái)變形,使之損壞,無(wú)法使用。焊接平臺(tái)精度等級(jí)有0,1,2,3,級(jí)及精刨,焊接平臺(tái)制成筋板式和箱體式工作面有長(zhǎng)方形,正方形或圓形。工作面采用刮削工藝,工作面上可加工V形,T形,U形槽和圓孔,長(zhǎng)孔等。焊接平臺(tái)(焊接平臺(tái))規(guī)格:(規(guī)格可以按用戶(hù)要求設(shè)計(jì)生產(chǎn))。
焊接平臺(tái)的生產(chǎn)材料和正確使用:適用于各種檢驗(yàn)工作,精度測(cè)量用的基準(zhǔn)平面,主要用于機(jī)械工件檢驗(yàn)測(cè)量中的基準(zhǔn)面,檢查零件的尺寸精度或行為偏差,并可作 劃線,機(jī)械制造檢驗(yàn)中是的平面基準(zhǔn)量具。平臺(tái)安裝應(yīng)調(diào)至水平、負(fù)荷均分布于各支點(diǎn)上,環(huán)境溫度使用時(shí)應(yīng)避免振動(dòng)。鑄造碾砂過(guò)程的控制,型砂的性能將直接影響量具鑄件的質(zhì)量,因此,型砂應(yīng)該具有良好的透氣性,濕強(qiáng)度、流動(dòng)性、可塑性和退讓性等。焊接平臺(tái)工作面不得有嚴(yán)重影響外觀和使用性能的砂孔、氣孔、裂紋、夾渣、縮松、劃痕、碰傷、繡點(diǎn)等缺陷。
磨擦對(duì)刮研接觸斑斕的磨損速度影響。由于固體表面較粗糙,兩物體表面總是在單個(gè)點(diǎn)上發(fā)作接觸,因而,實(shí)習(xí)接觸面積比理論接觸面積要小得多。由于實(shí)習(xí)接觸面小,所以即便在負(fù)荷很小的情況下,也會(huì)發(fā)作很大的單位壓力。由于表面粗糙度不一樣,在單位壓力作用下,接觸面的磨損也隨磨擦力的不一樣而不一樣。在單位壓力作用下,重復(fù)磨擦、磨損隨時(shí)刻的改變曲線如,曲線所標(biāo)明的在前期磨損量大,這是由于磨損面不滑潤(rùn),實(shí)習(xí)接觸面積小,比壓大所構(gòu)成的。關(guān)于焊接平臺(tái)來(lái)說(shuō),運(yùn)用中焊接平臺(tái)刮研接觸斑斕一向處于前期磨損期間,這是構(gòu)成刮研接觸斑斕磨損要緣由之一。根據(jù)磨擦速度、接觸壓力磨損曲線可以看出,磨損速度v=0.3~0.5m/s的狀態(tài)下,磨損量大,這一段稱(chēng)為粘著磨損。焊接平臺(tái)的運(yùn)用狀態(tài)下,工件在焊接平臺(tái)上移動(dòng)速度也正是在這一期間上進(jìn)行作業(yè)的,這是構(gòu)成刮研接觸斑斕磨損的緣由之二。
焊接平臺(tái)的日常維護(hù):
1、為了防止焊接平臺(tái)發(fā)生的變形,在吊裝焊接平臺(tái)時(shí),要用四根同樣長(zhǎng)度的鋼絲繩同時(shí)掛住焊接平臺(tái)上得四個(gè)起重孔,將焊接平臺(tái)平穩(wěn)吊裝在運(yùn)輸工具上。
2、將焊接平臺(tái)支承點(diǎn)墊好、墊平,每個(gè)支撐點(diǎn)受力均勻,整個(gè)焊接平臺(tái)平穩(wěn)。
3、焊接平臺(tái)安裝時(shí)將焊接平臺(tái)的各個(gè)支撐點(diǎn)用調(diào)整墊鐵墊好、墊實(shí),由 技術(shù)人員將焊接平臺(tái)調(diào)整至合格精度。
4、焊接平臺(tái)使用時(shí)要輕拿輕放工件,不要在焊接平臺(tái)上挪動(dòng)比較粗糙的工件,以免對(duì)焊接平臺(tái)工作面造成磕碰、劃傷等損壞。
5、為了防止焊接平臺(tái)整體變形,使用完畢后,要將工件從焊接平臺(tái)上拿下來(lái),避免工件長(zhǎng)時(shí)間對(duì)焊接平臺(tái)重壓造成焊接平臺(tái)的變形。
6、焊接平臺(tái)不用時(shí)要及時(shí)將工作面洗凈,然后涂上一層防銹油,并用防銹紙蓋上,用焊接平臺(tái)的外包裝將焊接平臺(tái)蓋好,以防止平時(shí)不注意造成對(duì)焊接平臺(tái)工作面的損傷。
7、焊接平臺(tái)應(yīng)安裝在通風(fēng)、干燥的環(huán)境中,并遠(yuǎn)離熱源、有腐蝕的氣體、有腐蝕的液體。
8、焊接平臺(tái)按標(biāo)準(zhǔn)實(shí)行定期周檢,檢定周期根據(jù)具體情況可為6-12個(gè)月。