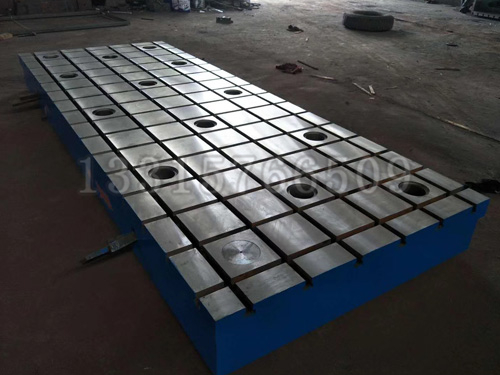
 鑄鐵平臺
鑄鐵平臺鑄鐵平臺是用于工件、設(shè)備檢測、
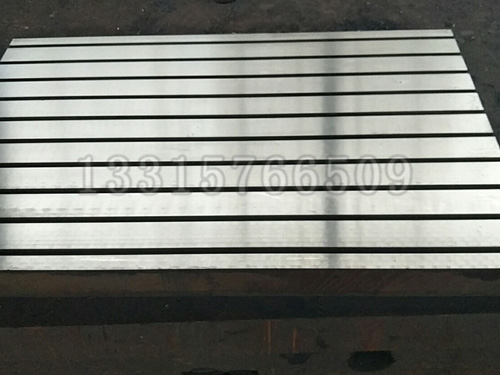
 劃線平臺
劃線平臺劃線平臺的材質(zhì)為鑄鐵HT150-300,工
 三坐標(biāo)平臺
三坐標(biāo)平臺三坐標(biāo)平臺是平臺產(chǎn)品中較為常見
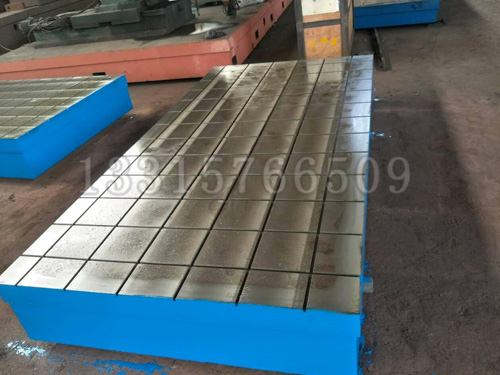
 條形平臺
條形平臺條形平臺又被人們習(xí)慣性的稱為是
鑄鐵平臺屬于工作面較大的鑄件,在選擇澆注位置的時候 要合理安排,不然直接影響鑄鐵平臺產(chǎn)品質(zhì)量的硬度和精度的保持,那么如何澆注鑄鐵平臺鑄件呢,請繼續(xù)往下看。
對于帶有泥芯的鑄鐵平臺,應(yīng)使泥芯能放置牢固并在合箱時便于檢驗。由于泥芯較長,剛度不夠,在金屬液的浮力作用下,泥芯產(chǎn)生彎曲變形。若改為立澆,就可以避免上述不良情況的產(chǎn)生。應(yīng)將鑄鐵平臺上質(zhì)量要求高的表面或主要的加工面,放在鑄型的下面。如果做不到,可將該表面置于鑄型的側(cè)面或傾斜放置進(jìn)行澆注。
對于具有大面積的薄壁部分放在鑄型的下部,同時盡量使薄壁立著或傾斜著澆注,這樣有利于金屬的充填。它將劃線鑄鐵平臺大面積的薄壁部分放在鑄件的下面,使這部分能在較高的金屬液壓力下充滿鑄型,防止?jié)膊蛔恪τ谝恍┬枰a縮的劃線鑄鐵平臺,應(yīng)把截面較厚的部分放在鑄型的上部或側(cè)面。這樣便于在鑄鐵平板的厚壁處放置冒口,造成良好的順序凝固,有利于鑄鐵平臺補縮。
鑄鐵平臺是廣泛應(yīng)用在工業(yè)中的測量工具的一種,它的測量的準(zhǔn)確程度是重要指標(biāo)之一。盡管和實驗室里的 測量儀器沒有可比性,可是它的測量精度從很大程度上決定了產(chǎn)品質(zhì)量,有的時候細(xì)微的差錯也會形成很大的丟失。通常情況下,鑄鐵平臺的測量精度除了和本身質(zhì)量有關(guān)以外,還和外界有很大的聯(lián)系,特別是來自外界的雜物影響。
鑄鐵平臺的精度會由于外界的雜質(zhì)粘貼在設(shè)備上面而發(fā)展改變,從而會致使測量外表不均勻,被測物體不能平穩(wěn)地放置在鑄鐵平臺上,影響測量成果。并且雜質(zhì)還會對鑄鐵平臺質(zhì)量發(fā)生晦氣影響,所以要定時對鑄鐵平臺的雜質(zhì)進(jìn)行整理。一般來說,雜質(zhì)除了來自外界的,在施工過程中也會有雜質(zhì)發(fā)生,咱們要尋覓源頭,然后對癥下藥。常見的雜質(zhì)影響是鑄鐵平臺鑄件的落砂,其實落砂是加工鑄鐵平臺的一道主要工序,簡略的說即是從砂型中取出鑄鐵平臺的過程,盡管看似簡略的工序也存在很大學(xué)識,一旦沒有掌握好落砂前開箱的時刻,會添加機(jī)械加工的困難,因為時間掌握的不好會致使鑄鐵平臺的外表發(fā)生脆性,不但會下降出產(chǎn)功率,成功率也會下降許多,所以落砂是需求小心翼翼的。
落砂以后,鑄鐵平臺外表會有殘留的砂子,和咱們平時所看到的砂子不一樣,普通的砂子都是非常枯燥的,沒有粘結(jié)性,可是落砂往后的砂子會因為被燒結(jié)而粘附在鑄鐵平臺外表,因而需要進(jìn)行處理。準(zhǔn)確的處理辦法即是先用鋼絲把鑄鐵平臺外表的砂子刷掉,或許用風(fēng)鏟等工具進(jìn)行輔佐,然后再進(jìn)行清潔即可。假如是類型比較小的鑄鐵劃線平臺還能在主動滾筒中清潔,也免去了人工勞務(wù)。
鑄鐵劃線平臺壓砂的注意事項:
鑄鐵劃線平臺在進(jìn)行壓砂時,當(dāng)鑄鐵劃線平臺運動時,砂子本身做移動和滾動,它一邊切削鑄鐵平臺,一邊被鑄鐵平臺嵌入,一邊又被別的砂子擠出,互相擠壓,直到砂子整。
如果吸引力沒有顯著增加時,這時可以在推拉過程中,讓上板探出下板,加力壓探出的部位,邊加力,邊推拉上板,這樣反復(fù)幾次,就可以擠出一些油,來增加板間的吸引力。這種方法盡量不采用,在研磨開始的時候,用這種方法可以擠出一些油,以后隨著切屑的增加,油的濃度增大,就不易擠出油了。如果還不行,就需要馬上停止研磨,重新上油研磨。在研磨過程中,還要經(jīng)常注意使研磨鑄鐵平板上各處都均勻的磨耗。聽研磨砂子的聲音,是否隨上板的移動而發(fā)出“沙沙”的金屬聲音,不能有停頓或異樣的聲音;看板面間的油跡是否均勻。推拉鑄鐵劃線平臺時始終呈“8”字運行。
在拉鑄鐵劃線平臺時,兩手用力 要均勻,速度 要穩(wěn)定,走幾個行程要轉(zhuǎn)動平板90°。在轉(zhuǎn)動平板和接“8”字運動時, 要銜接,平穩(wěn)過度,盡量不要有停頓。推拉的速度隨著平板間的吸引力的增大而減少。
鑄鐵劃線平臺開始研磨時,用小力量推拉,以防把兩板間的油和砂子擠出。推拉上板的運動軌跡呈“8”字運動,盡量把平臺間的油趕勻,手感兩手的推拉力應(yīng)該一樣。當(dāng)比較潤滑時,這時應(yīng)增加旋轉(zhuǎn)推拉上板的速度,一個行程大約4~5秒鐘,行程距離應(yīng)超過鑄鐵平臺尺寸的一半,擺幅增大。
隨著時間的推移,兩臺間的吸引力逐漸加大,并且均勻。體的一半或一半以上嵌入平板,砂子才會牢固。這些牢固的沙子就是我們修理量塊用的。其它砂子大部分是浮砂,不穩(wěn)固,用油一擦就掉,或用不了幾次就會松動而掉。當(dāng)推拉力達(dá)到500N左右時,砂子嵌入的比較牢固,就可以完成壓砂。
鑄鐵劃線平臺前兩次壓砂所達(dá)到的推拉力和所用油量一樣,后四次壓砂滴入7~8滴混合油,推拉力達(dá)到750N左右,這時的推拉速度達(dá)每行程10秒左右。每遍壓砂大約需要20分鐘左右。掌握了以上壓砂要領(lǐng),就可以達(dá)到預(yù)期的效果。