鑄鐵劃線平臺刮研前先應判別工件誤差的大小和位置,然后涂上顯現劑后,將被刮研面用標準工具或與其合作的工件和在一同對研。通過對研,凸起處被顯現出來,再用刮刀將其刮去。這種查驗辦法叫顯現法或稱研點。所用顯現劑叫做紅丹粉。能否運用顯現劑與刮研質量有很大聯系。粗刮時,硬調的稀些,通常均勻的涂在規范東西外表上,可涂得稍厚些,可使顯出的點子較大。
精刮時,應調的干些,涂在工件外表上,應涂得薄而均勻,這樣,顯現出的點子細微,便于精刮時進步刮研精度。在運用顯現劑時,注意堅持清潔,避免混進沙粒、鐵銷等劃傷工件外表。涂顯現劑用的棉紗有 用紗布包裹,其它涂用物也要堅持潔凈,以顯點。對對刮研面的質量要求通常包含形位精度、尺度精度、觸摸精度及貼合程度、外表粗糙度等。常用的查看辦法有以下兩種:
一、以觸摸點的數目來表明用邊長25mm的正方形方框。罩在被查看面上,依據在方框內的觸摸點數目多少來表明各種平面接觸精度的觸摸點數
1:較粗糙機件的固定聯系面通常2到5個點即可。
2:通常聯系面5到8個點。
3:機器臺面、通常基準面、機床導向密封聯系面8到12點。
4:機床導軌及導向面、東西基準面、量具觸摸面12到16點。
5:機床導軌、直尺16到20點。
6:1級鑄鐵劃線平臺、量具20到25點。
7: 0級劃線鑄鐵平臺、機床導軌、量具大于25點。
二、用答應的平面度和直線度表明,鑄鐵劃線平臺工件平面較大時的平面度,以及機床導軌面的直線度,用框式水平儀進行檢測。有些工件還要用 的厚度塞尺查看合作面之間的空隙、關于接受壓力的汽缸、閥體等,還需要進壓或液壓實驗。
鑄鐵劃線平臺的外表精度和其他機能到達劃定需求的功課。調整時應恪守計量用具操作規程,避免調整不妥而失準。如鑄鐵平臺在調整時要請有 資格的操作職工進行調整。鑄鐵劃線平臺使用進程中,要采納辦法,避免鑄鐵檢驗平板在轉移、保護和儲存時損壞或失效。如提供相宜的環境條件、采納防護辦法等。使用時,工件要輕拿輕放,避免磕傷。
鑄鐵劃線平臺的工作臺,并留意不要有工件的毛刺把鑄鐵劃線平臺劃傷;鑄鐵平板的水平有 放置!要用水平儀在互為90°的方向丈量并調整其水平精度,避驗平板用于重力致使平面精度降低或損失。
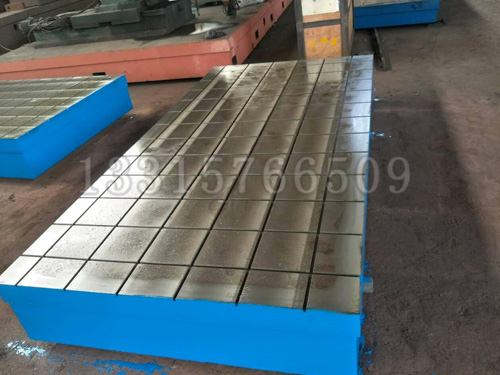
鑄鐵裝配平臺的結構搭配要合理:
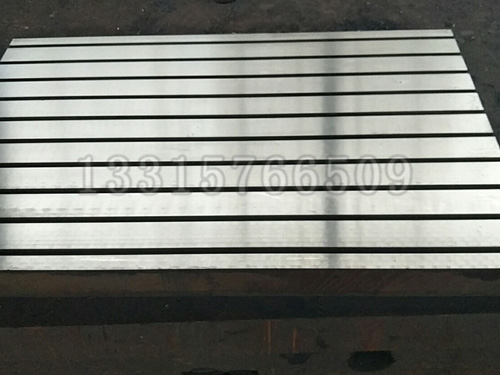
鑄鐵裝配平臺的結構搭配有很大的學問,合理的結構搭配有利于鑄鐵平臺的使用壽命及質量。鑄鐵裝配平臺采用面、邦、筋搭配組成,各部分為一次性澆注而成。面也就是工作面,是使用中接觸多的地方,工作面按承重、精度、開槽等情況設計 的厚度,面的厚度至關重要,既要使用效果還不能過于加厚,也就是做到性價比 高;還涉及到圍子和筋,圍子在使用中起到支撐作用,厚度和高度都和平臺支撐能力有關。
通常鑄鐵裝配平臺高度也是根據平臺大小決定的,1500*2000——2000*3000的平臺高度在230——300mm范圍內,大于此規格的平臺高度可以搭配到300——400mm。過于矮的高度會影響平臺的硬度。加強筋起著拉伸作用,也要根據承重要求設計搭配加強筋的高度和厚度,加強筋的高度通常為半筋、滿筋及平筋。
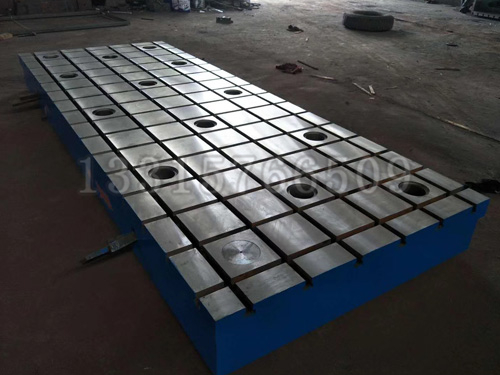
鑄鐵裝配平臺工作面根據客戶需求來設計,一般鑄鐵平臺工作面精度要求不高,滿足需要焊接的工件就可以,工作面精度參照鑄鐵裝配平臺 標準GB/T 22095-2008。
鑄鐵裝配平臺使用時應把表面清理干凈,工件固定牢固,焊接完成后及時把工件卸下,防止平板變形。雖然該產品有性,也不可以把它存放在潮濕陰暗處。要定期檢驗平板的 度。工作質量為了防止鑄鐵裝配平臺發生的變形,在發裝平板時,要將支承支在主支點處。支承時,盡量將平板的工作面調整到水平面內。
鑄鐵裝配平臺檢驗完畢或劃線完畢后,要把工件抬下來,不得長時間放在平板上。使用完畢,要及時擦凈鑄鐵平板的工作面,然后涂上一層防銹油。如果比較長時間不用,涂上一層黃油,然后鋪一層白紙。用木板制作的一個罩,不用時,用罩子將平板罩住,嚴禁水滴在鑄鐵裝配平臺上。