機床鑄件主要是用于機床的平板制造,簡單接受一下鑄造工藝。為充分利用低壓鑄造時液體金屬在壓力作用下自下而上地補縮鑄件,在進行工藝設計時,應考慮使用。
低壓鑄造是使液體金屬在壓力作用下完成充填型腔及凝固過程二獲得鑄件的一種鑄造方法。由于所用的壓力較低(20~60kPa),所以叫做低壓鑄造。機床鑄件其工藝過程是:在密封的坩堝(或密封罐)中,通入干燥的壓縮空氣,金屬液在氣體壓力的作用下,沿升液管進入直澆道3上升,通過內澆道2平穩地進入型腔1,并保持坩堝內液面上的氣體壓力,一直到鑄件凝固為止。然后解除液面上的氣體壓力,使升液管中未凝固的金屬液流回坩堝,再開型并取出鑄件。
低壓鑄造過程的基本特點:充填速度、壓力可適當調整。低壓鑄造所用的鑄型,有金屬型和非金屬型兩類。金屬型多用于大批、大量生產的有色金屬鑄件,非金屬鑄型多用于單件小批量生產,如砂型,石墨型,陶瓷型和熔模型殼等都可用于低壓鑄造,而生產中采用較多的還是砂型。但低壓鑄造用砂型的造型材料的透氣性和強度應比重力澆注時高,型腔中的氣體,全靠排氣道和砂粒孔隙排出。
鑄件遠離澆口的部位先凝固,讓澆口后凝固,使鑄件在凝固過程中通過澆口 補縮,實現順序凝固。
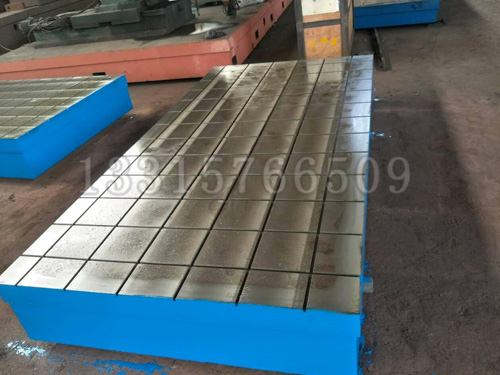
機床床身生產工藝流程
機床床身用途廣泛用于:儀器儀表、電子、輕工、標準件、軸承業、汽配行業等零部件的加工.特別適合有色金屬.機床床身生產工藝流程:一條完善的樹脂砂生產線,各種機床床身均采用樹脂砂、消失模鑄造.這種工藝使得床身尺寸,均勻一致,不扣箱,鑄件無飛邊、毛刺;表面光滑度接近 鑄造,內部結構穩定,排除或降低了砂眼、氣空等鑄造缺陷,整個生產過程 ,為 的鑄鐵HT250-300,,使用壽命長。
灰鑄鐵件的特點:
①床身鑄件與消震好,由于鑄鐵中石墨有利于潤滑及貯油,所以好.同樣,由于石墨的存在,灰口鑄鐵的消震性優于鋼。
②工藝性能好,由于灰口鑄鐵含碳量高,接近于共晶成分,故熔點比較低,流動性良好,收縮率小,因此適宜于鑄造結構復雜或薄壁床身鑄件,另外,由于石墨使切削加工時易于形成斷屑 ,所以灰口鑄鐵的可切削加工性優于鋼。
利用樹脂砂型鑄造機床床身鑄件的優點:
樹脂砂型剛度好,澆注初期砂型,這就有條件利用鑄鐵凝固過程的石墨化膨脹, 地縮孔縮松缺陷,實現灰鑄鐵球墨鑄鐵件的少冒口無冒口鑄造。
實型鑄造生產中采用聚苯乙烯泡塑模樣,應用呋喃樹脂自硬砂造型,當金屬液澆入鑄型時,泡沫塑料模樣在高溫金屬液作用下氣化,燃燒而消失,金屬液取代了原來泡沫塑料所占據的位置,冷卻凝固成與模樣形狀相同的床身鑄件。相對來說,消失模鑄造對于生產單件或小批量的汽車覆蓋件,機床床身鑄件等大型模具較之傳統砂型有很大優勢,它不但省去了昂貴的木型費用,而且便于操作,縮短了生產周期,提高了生產效率,具有尺寸,加工余量小,表面質量好等優勢。
鑄件應用歷史悠久。古代人們用鑄件作和一些生活用具。近代,鑄件主要用作機器零部件的毛坯,有些 鑄件,也可直接用作機器的零部件。鑄件在機械產品中占有很大的比重,如拖拉機中,鑄件重量約占整機重量的50~70%,農業機械中占40~70%,機床、內燃機等中達70~90%。各類鑄件中,以機械用的鑄件品種 多,形狀 復雜,用量也大,約占鑄件總產量的60%。其次是冶金用的鋼錠模和工程用的管道、以及生活中的一些工具。鑄件也與日常生活有密切關系。例如經常使用的門把、門鎖、暖氣片、上下水管道、鐵鍋、煤氣爐架、熨斗等,都是鑄件。
目前對機床鑄件淬的常用工藝是超音頻淬火,淬火層一般在2.5-3mm,淬火硬度分別為HT250材質----HRC46—50HT300材質----HRC48—52。咱們淬火 常用的冷卻介質是鹽水,水和油。鹽水淬火的工件,簡單 高的硬度和光亮的外表,不簡單發作淬不硬的軟點,但卻易使工件變形嚴峻,乃至發作開裂。而用油作淬火介質只適用于過冷奧氏體的穩定性比較大的一些合金鋼或小尺度的碳鋼工件的淬火。
回火的意圖有以下幾個方面:
1、下降脆性,或削減內應力,鋼件淬火后存在很大內應力和脆性,如不及時回火往往會使鋼件發作變形乃至開裂。
2、取得工件所需求的機械功能,工件經淬火后而脆性大,為了滿意各種工件的不一樣功能的需求,能夠經過恰當回火的合作來調整硬度,減小脆性, 所需求的耐性,塑性。
3、安穩工件尺度。
4、關于退火難以軟化的某些合金鋼,在淬火(或正火)后常選用高溫回火,使鋼中碳化物恰當集合,將硬度下降,以利切削加工。