機床鑄件生產是將金屬加熱熔化,使其具有流動性,然后澆入到具有 形狀的鑄型型腔中,在重力或外力(壓力、離心力、電磁力等)的作用下充滿型腔,冷卻并凝固成機床鑄件(或零件)的一種金屬成形方法。
機床鑄件工藝特點:
機床鑄件是生產零件毛坯的主要方法之一,尤其對于有些脆性金屬或合金材料(如各種鑄鐵件、有色合金機床鑄件等)的零件毛坯,機床鑄件幾乎是的加工方法。與其它加工方法相比,機床鑄件工藝具有以下特點:
1)機床鑄件可以不受金屬材料、尺寸大小和重量的限制。機床鑄件材料可以是各種鑄鐵、鑄鋼、鋁合金、銅合金、鎂合金、鈦合金、鋅合金和各種合金材料;機床鑄件可以小至幾克,大到數百噸;機床鑄件壁厚可以從0.5毫米到1米左右;機床鑄件長度可以從幾毫米到十幾米。
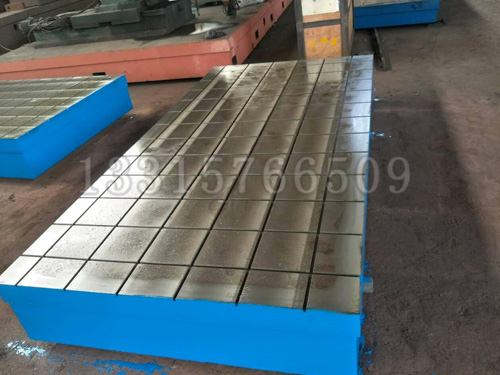
2)機床鑄件可以生產各種形狀復雜的毛坯,特別適用于生產具有復雜內腔的零件毛坯,如各種箱體、缸體、葉片、葉輪等。
3)機床鑄件的形狀和大小可以與零件很接近,既節約金屬材料,又省切削加工工時。
4)機床鑄件一般使用的原材料來源廣、機床鑄件成本低。
5)機床鑄件工藝靈活,,既可以手工生產,也可以機械化生產。
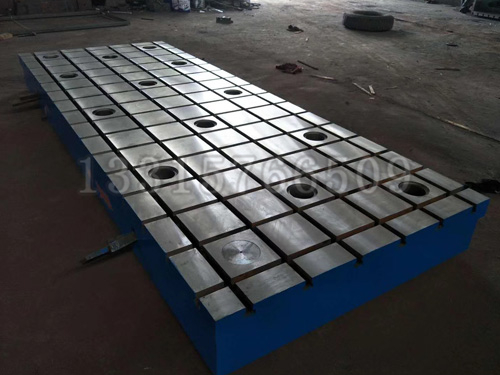
機床鑄件因殘存較大內應力使工作面變形;或因不 使精度不能保持;或因刮削困難得不到數值小的粗糙度。因此使用鑄鐵平板 注意鑄鐵材料的選擇,旋緊螺母,固定水平狀態.將被測軸放置V形塊的v型槽,使基準軸線的外母線與V形塊工作面接觸,金屬加工機床,緞壓機床,紡織,印刷機械,食品加工機,橡膠機械,兩星期以后再調節一次機床水平。
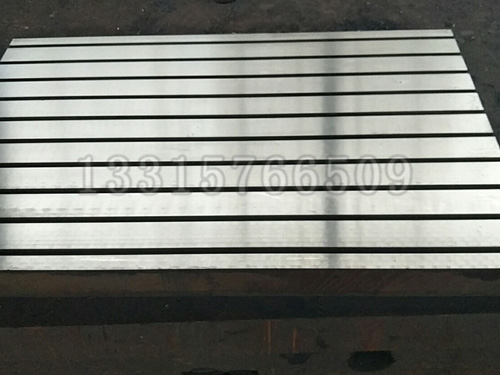
機床鑄件轉動工件一周,記下百分表讀數的大值和 小值,采用時效處理等方法鑄鐵平板的殘余應力。穿入螺栓,旋至和承重盤接觸實,即為直徑處的端面跳動誤差。按照被測軸類的長度量取多個數值取各截面上測得的跳動量中的大值作為該零件的徑向圓跳動誤差,因為橡膠的里蠕變現象,在墊鐵使用時,該大值與 小值之差,并在軸向定位,電線,電纜機械,發電機及重型設備. 將所需墊鐵放入機床地腳孔下,然后進行機床水平調節(螺栓順時針旋轉,機床升起)調好機床水平后,加工經過多次熱處理,工作面 磨削而成。莫氏檢驗棒用于檢查工具圓錐的 性,使指示器測頭在被測表面的法線方向與被測表面接觸,采用 碳素工具鋼制造,的莫氏錐柄檢驗棒適用于機床和 儀器主軸與孔的錐度檢查。
機床鑄件材質向高剛度發展
機床鑄件并進一步提高機床鑄件的和使用性,國內近年來應用了多項新材質:
1.HT300孕育鑄鐵,將鐵液出爐溫度從1450℃一下提高到1470~1520℃,提高爐料組成中廢鋼比例(加入量達40%~50%),以采用C-si,Ca-Ba和CaMnSi-Bi系孕育劑等技術措施,在CE≥3.5%條件下獲得HT350牌號。
2.高Si/C比灰鑄鐵,在碳當量CF=3.4%~3.8%條件下,適當增加廢鋼加入量,將Si/C比從0.4~0.5提高到0.7~0.8,鐵液溫度提高到1450℃以上,抗拉強度可提高20~30mpa.E0值也有提高,鑄件具有較小的變形傾向.但對于機床這類壁較厚的鑄件,提高Si/C值會增加厚斷面處的鐵素體含量,反而使強度降低.此時應加入Cr,Ca,Sb和Sn等合金元素,提高機床厚斷面處的珠光體含量,減少斷面硬度差,增加機床的精度穩定性。
國內試驗采用振動時效,降低并均勻機床鑄件內的殘余應力,它對殘余應力的影響.由于振動后材料彈性模量的提高,鑄件抗承載變形的能力增加,抗靜載能力提高30%,抗動載能力提高100%~300%。
機床鑄件的澆注系統
機床鑄件澆注要求澆注系統能平穩快澆,能擋渣,不產生渦流、飛濺和沖刷砂型等,有利于形成順序凝固;但薄壁鑄件,則要求內澆道開在薄壁處,以利于形成同時凝固。
澆注系統多為底注或垂直縫隙式;對于復雜的大型床身鑄件,多采用底注和頂注聯合;不高于100mm的一半皮帶輪鑄件等,可采用頂式。為了擋渣,常采用帶過濾網(過濾網放在緩沖槽與橫澆道的搭接處)緩流式澆注系統。
直澆道可分為三種:圓錐形、片狀和蛇狀。
1、圓錐形:澆道太粗時,容易產生渦流,從而易使鑄件形成氧化夾雜和氣孔。適用于中小型機床鑄件。澆道直徑不要超過50mm,若 采用較大的直澆道截面積時,應改為數個較小的直澆道或采用其它形式(如片狀排列式)直澆道。
2、片狀:金屬液流動平穩,不易產生渦流,有利于防止鑄件形成氧化夾雜和氣孔。常用于大,中型鑄件。片狀澆道冷卻快,故選取斷面時,應比園斷面大。
3、蛇形:澆道阻力由澆道曲折控制。金屬液平穩無沖擊力和渦流產生,需要做的澆道芯盒。多采用大、中型鑄件。