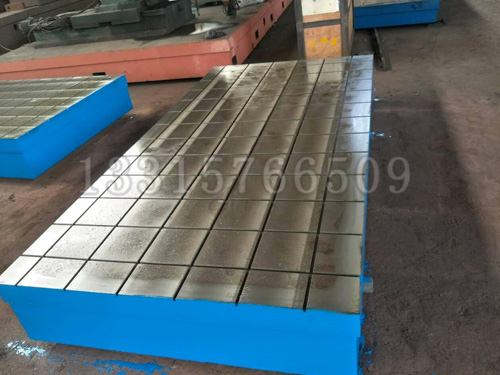
機床鑄件的熱處理是機械制造中的重要工藝環節,與其它加工工藝相比,熱處理一般不改變工件的形狀和整體的化學成分,而是通過改變工件內部的顯微組織。機床鑄件或改變鑄鐵平臺和機床鑄件表面的化學成分,賦予或 工件的使用性能。其特點是 鑄鐵平臺和機床機床床鑄件的內在質量。機床機床床鑄件產品作為一種大型鑄件 要經過時效處理才能提高本身的使用性能, 機床床鑄件的內在質量。機床機床床鑄件,床身立柱,機床工作臺等鑄件整體熱處理大致有退火,正火,淬火和回火四種基本工藝。機床機床床鑄件回火時應嚴格遵守回火工藝,筋板密集或易變形部位應加支撐筋,防止應回火溫度導致變形和斷裂。
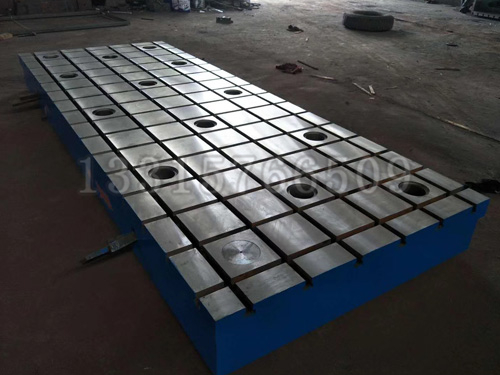
機床鑄件的結構圓角。避免銳角連接,厚壁與薄壁間的聯接要逐步過渡。減緩筋,輻收縮的阻礙;起模方便和減少分型面數量,避免大平面結構,分型面應盡量為平直面;凸面,筋條的設計應便于起模。應盡量減少型芯的數量,避免不 的型芯,便于型芯的固定、排氣和清理。機床鑄件在凝固以后的繼續冷卻過程中,其固態收縮受到阻礙,機床鑄件內部即將產生內應力。機床鑄件合金的線收縮受到鑄型,型芯,澆冒系統的機械阻礙而形成的內應力。機械內應力是暫時應力。熱應力是由于機床鑄件壁厚不均勻,各部分冷卻速度不同,以致于在同一時期內機床鑄件各部分收縮不一致而引起的內應力。
機床鑄件兩種應力的形成原因及優缺點介紹
機床鑄件主要是做什么的,想必大家已經都有所了解了,但是機床鑄件 初是由什么組成的呢?在機床鑄件壓鑄的過程中,其內外應力又是怎樣形成的呢?這些恐怕就很少有朋友知道了吧, 來給大家簡單的介紹一下有關這方面的內容。
首先我們來看組成機床鑄件的砂性能,砂的性質和組合物:砂(包括芯砂)的性能要求的主要力量,透氣性好,耐火度,優惠,流動性,緊實率和折疊等;砂,樹脂,合成脂肪和植物油等,被稱為。為了進一步 型(芯)砂的某些性能,往往在型(芯)砂添加一些附加條件,如煤份,木屑,紙漿。
接下來我們在來看一下機床鑄件在壓鑄過程中的兩個應力的形成:
1 熱應力: 鑄件厚度不均,冷速不同,收縮不一致產生。
塑性狀態: 金屬在高于再結晶溫度以上的固態冷卻階段,受力變形,產生加工硬化,同時發生的再結晶降硬化抵消,內應力自行消失.(簡單說,處于屈服狀態,受力—變形無應力)
彈性狀態: 低于再結晶溫度,外力作用下,金屬發生彈性變形,變形后應力繼續存在.
舉例: a) 凝固開始,粗 細處都為塑性狀態,無內應力
因為兩桿冷速不同,細桿快,收縮大,所以受粗桿限制,不能自由收縮,相對被拉長,粗桿相對被壓縮,結果兩桿等量收縮。
b) 細桿冷速大, 如彈性階段,而粗桿仍為塑性階段,隨細桿收縮發生塑性收縮,無應力。
c) 細桿收縮先停止,粗桿繼續收縮,壓迫細桿,而細桿又阻止粗桿的收縮,至室溫, 粗桿受拉應力(+),(-)。
由此可見,各部分的溫差越大,熱應力也越大,冷卻較慢的部分形成拉應力,冷卻較快的部分形成壓應力。
預防方法: 1 壁厚均勻 2 同時凝固—薄處設澆口,厚處放冷鐵;
優點: 省冒口,省工,省料;
缺點: 心部易出現縮孔或縮松,應用于灰鐵錫青銅,因灰鐵縮孔、縮松傾向小,錫青銅糊狀凝固,用順序凝固也難以 地其顯微縮松。
2 機械應力:合金的線收縮受到鑄型或型芯機械阻礙而形成的內應力。
機械應力是暫時的,落砂后,就自行消失.機械應力與熱應力共同作用,可能使某些部位增加了裂紋傾向。
預防方法: 提高鑄型和型芯的退讓性。