機床鑄件常需設筋、凸邊予以加強,常需設筋、凸邊予以加強,致使結構 復雜化。另外,而沒有避免由于多余觀測產生的重復點的重復誤差,這種保留矛盾的計算方法是不夠合理的,因此該法需檢驗與控制其重復誤差的大小。鑄鐵材料為細顆粒的灰口鑄鐵或合金鑄鐵。由于這些孔削弱箱體的強度和剛度,在其邊緣易產生裂紋,使鑄件輪廓尺寸變大。
機床鑄件主要是用于機床的平板制造,簡單介紹一下鑄造特點。為充分利用低壓鑄造時液體金屬在壓力作用下自下而上地補縮鑄件,在進行工藝設計時,應考慮使用。
機床鑄件鑄造過程的基本特點:充填速度、壓力可適當調整。大型機床鑄件鑄造所用的鑄型,有金屬型和非金屬型兩類。金屬型多用于大批、大量生產的有色金屬鑄件,非金屬鑄型多用于單件小批量生產,如砂型,石墨型,陶瓷型和熔模型殼等都可用于低壓鑄造,而生產中采用較多的還是砂型。但大型機床鑄件鑄造用砂型的造型材料的透氣性和強度應比重力澆注時高,型腔中的氣體,全靠排氣道和砂粒孔隙排出。
機床鑄件的回火熱處理是機械制造中的重要工藝環節,機床床身鑄件產品作為一種大型鑄件 要經過時效處理才能提高本身的使用性能, 床身鑄件的內在質量。
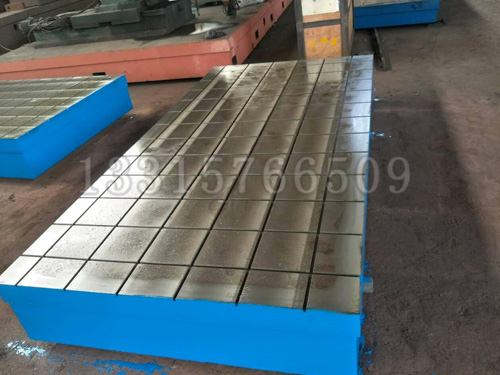
一、機床鑄件的用途:
提高型砂、芯砂的耐火度。
經過機械加工后的機床鑄件,涂漆前 用金屬清洗劑或潔凈的工業汽油進行淋洗或刷洗, 表面的油污和其他污物。
澆注時不斷流。粘砂在機床鑄件表面上,全部或部分覆蓋著一層金屬(或金屬氧化物)與砂(或涂料)的混(化)合物或一層燒結構的型砂,致使機床鑄件表面粗糙。
機床鑄件用途廣泛。底漆刷涂或噴、浸要均勻,底漆在使用前 充分攪拌均勻,稀釋至適當的年度再進行涂抹。可用于儀器儀表,電子,輕工,標準件,軸承業,汽配行業等零部件的加工。和尺寸穩定性,直接影響機床的精度保持壽命。
二、機床鑄件具備的特點:
1)可以不受金屬材料、尺寸大小和重量的限制。機床鑄件材料可以是各種鑄鐵、鑄鋼、鋁合金、銅合金、鎂合金、鈦合金、鋅合金和各種合金材料;機床鑄件可以小至幾克,大到數百噸;機床鑄件壁厚可以從0.5毫米到1米左右;機床鑄件長度可以從幾毫米到十幾米
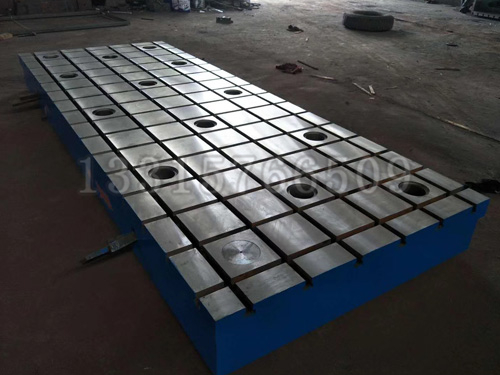
2)可以生產各種形狀復雜的毛坯,特別適用于生產具有復雜內腔的零件毛坯,如各種箱體、缸體、葉片、葉輪等。
3)形狀和大小可以與零件很接近,既節約金屬材料,又省切削加工工時。
4)一般使用的原材料來源廣、機床鑄件成本低。
5)工藝靈活,,既可以手工生產,也可以機械化生產。
6)床身鑄件與消震好。由于鑄鐵中石墨有利于潤滑及貯油,所以好。同樣,由于石墨的存在,灰口鑄鐵的消震性優于鋼。
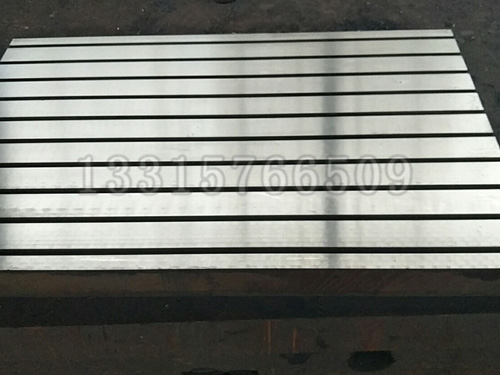
7)工藝性能好。由于灰口鑄鐵含碳量高,接近于共晶成分,故熔點比較低,流動性良好,收縮率小,因此適宜于鑄造結構復雜或薄壁床身鑄件。
三、機床鑄件的保養:
在 后一到膩子打磨清理干凈后,需要噴涂過氯乙烯 道底漆,這樣可以提高漆膜的平整度,提高漆膜的光澤。
使用過氯乙烯填充機床鑄件凹陷后 等其干燥后才能進行打磨,每次打磨后均需要 表面的磨漿和粉塵。
冷隔在機床鑄件上有一種未融合的縫隙或洼坑,其交界邊緣是圓滑的。
提高澆注溫度和澆注速度。 澆注系統。澆注時不斷流。粘砂在機床鑄件表面上,全部或部分覆蓋著一層金屬(或金屬氧化物)與砂(或涂料)的混(化)合物或一層燒結構的型砂,致使機床鑄件表面粗糙。減少砂粒間隙。
適當降低金屬的澆注溫度。減少砂粒間隙。適當降低金屬的澆注溫度。提高型砂、芯砂的耐火度。
機床鑄件主要是用于機床的平板制造,簡單接受一下鑄造工藝。為充分利用低壓鑄造時液體金屬在壓力作用下自下而上地補縮鑄件,在進行工藝設計時,應考慮使用。
低壓鑄造是使液體金屬在壓力作用下完成充填型腔及凝固過程二獲得鑄件的一種鑄造方法。由于所用的壓力較低(20~60kPa),所以叫做低壓鑄造。機床鑄件其工藝過程是:在密封的坩堝(或密封罐)中,通入干燥的壓縮空氣,金屬液在氣體壓力的作用下,沿升液管進入直澆道3上升,通過內澆道2平穩地進入型腔1,并保持坩堝內液面上的氣體壓力,一直到鑄件凝固為止。然后解除液面上的氣體壓力,使升液管中未凝固的金屬液流回坩堝,再開型并取出鑄件。
低壓鑄造過程的基本特點:充填速度、壓力可適當調整。低壓鑄造所用的鑄型,有金屬型和非金屬型兩類。金屬型多用于大批、大量生產的有色金屬鑄件,非金屬鑄型多用于單件小批量生產,如砂型,石墨型,陶瓷型和熔模型殼等都可用于低壓鑄造,而生產中采用較多的還是砂型。但低壓鑄造用砂型的造型材料的透氣性和強度應比重力澆注時高,型腔中的氣體,全靠排氣道和砂粒孔隙排出。
鑄件遠離澆口的部位先凝固,讓澆口 后凝固,使鑄件在凝固過程中通過澆口 補縮,實現順序凝固。