對于鑄鐵平臺工作面的平面性受那些影響呢?鑄鐵平板廠家小編來解答:在使用鑄鐵平板研磨機時,下平板是固定不功的,上平板作擺動往復進行,運動路線是“S”形曲線,因為研磨效率與研磨壓力成正比,所以下平板邊緣就磨損的特別快,形成向凸面發展的趨勢。錯開距離越大,此種作用越顯著。而在平板的另一個方向,由于擺動量較小,可不作考慮。平板錯開距離在上述研磨機上研磨時,是可調節的,—般錯開距離在1/6平板尺寸較合適。為了很好地壓上砂,對于新制或使用中的鑄鐵平板, 達到平面性和研去原來殘留下的砂子,同時達到光潔度。
對于平面性要求,尤其嚴格,一套鑄鐵平板中的任意兩塊合起來的平面間隙,小于所要壓的金剛砂顆粒尺寸的二分之一。只有這樣,才能壓的上,并且壓的牢。但是,由于相對研磨時位置錯移,使壓力分配不均和研磨“機會”不等,又由于在砂粒小或砂粒被擠碎,鑄鐵平板附吸力很大,產生較高溫度,影響平面性等因素,使鑄鐵平板平面性不夠理想。
鑄鐵平板平臺機械加工工藝流程的制定一般可分為兩個步驟。首先是制定鑄鐵平板加工的工藝路線,然后再確定每一道工序的所用設備、工序尺寸和工藝裝備以及工時定額、切削規范等。
鑄鐵平板制定工藝路線的一般原則如下:
1. 先加工基準面
零件在加工過程中,作為定位基準的表面應首先加工出來,以便盡快為后續工序的加工提供精基準。稱為“ 基準先行 ” 。
2. 劃分加工階段
加工質量要求高的表面,都劃分加工階段,一般可分為粗加工、半精加工和精加工三個階段。主要是為了加工質量;有利于合理使用設備;便于安排熱處理工序;以及便于時發現毛坯缺陷等。
3. 先孔后面
對于方箱體、支架和連桿等零件應先加工平面后加工孔。這樣就可以以平面定位加工孔,平面和孔的位置精度,而且對平面上的孔的加工帶來方便。
4.主要表面的光整加工(如珩磨、研磨、精磨等),應放在工藝路線末端程序進行,以免光整加工的表面,由于工序間的 和安裝而受到損傷。
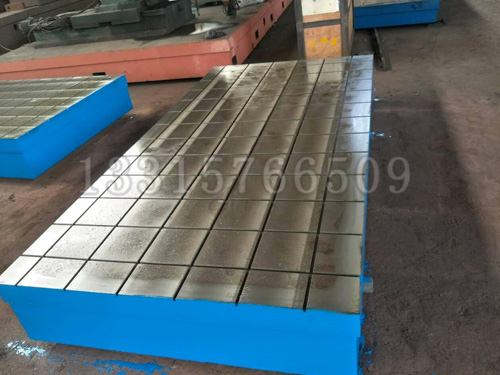
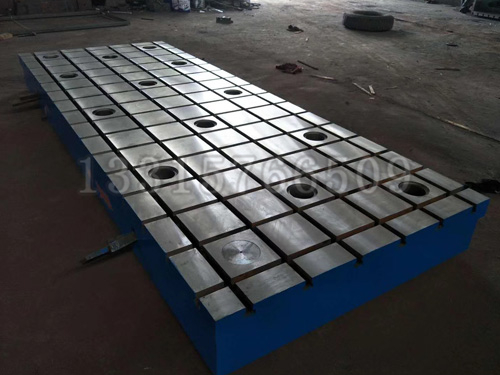
我廠生產的鑄鐵平臺工作表面不含有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷。各種鑄造表面應型砂、且表面平整,涂漆牢固。各棱邊應修鈍。在精度等級低于 “00” 級的平板工作面上,對于直徑小于 15mm 的砂孔允許用相同的材料堵塞,其硬度應低于周圍材料的硬度。在工作面上堵塞的部位應不多于四處,其相互之間的距離應不小于 80mm 。 相對兩個側面上,應設置有安裝手柄、吊環等吊裝設施的螺紋孔或圓柱孔。設計吊裝位置時應考慮盡量減少因吊裝而引起的變動。根據用戶要求,在板鑄鐵平臺的工作面上設置螺紋孔或溝槽后,這些部位不應出現高于工作面的凸起現象。鑄鐵平臺的工作面應采用刮削工藝,對于 “3” 級平板工作面也可以采用刨削工藝,刨削工作表面的表面粗糙度按輪廓算術平均偏差 Ra 值應不大于 5um 。
鑄鐵平臺的使用注意事項:平板在使用時要 行安裝調試。然后,把平板的工作面擦拭干凈,在確認沒有問題的情況下使用,使用過程中,要注意避免工件和平板的工作面有過激的碰撞,防止損壞平板的工作面;工件的重量 不可以超過平板的額定載荷,否則會造成工作質量降低,還有可能損壞平板的結構,甚至會造成平板變形,使之損壞,無法使用。平板在使用時要 行安裝調試。然后,把平板的工作面擦拭干凈,在確認沒有問題的情況下使用,使用過程中,要注意避免工件和平板的工作面有過激的碰撞,防止損壞平板的工作面;工件的重量 不可以超過平板的額定載荷,否則會造成工作質量降低,還有可能損壞平板的結構,甚至會造成平板變形,使之損壞,無法使用。鑄鐵平臺、平板的平面是劃線工作的基準面,它的平面度誤差直接影響劃線精度,所以對于劃線平板應注意經常維護保養,以劃線尺寸正確。
1)應盡量做到劃線平板各處均勻使用,避免局部磨凹。
2)要經常保持平板的清潔,以免平板平面被鐵屑、砂子等雜質磨壞。
3)在平板上安放工件時應輕放,防止平板表面被撞擊,一旦平板表面受到工件或其他物體撞擊,應馬上把受到撞擊而凸起的部分修補。
4)決不可以在劃線平臺平板表面做任何需要錘擊的工作。
5)平板用完后,應擦干凈。較長時間不用應涂上防銹油,防止銹蝕。