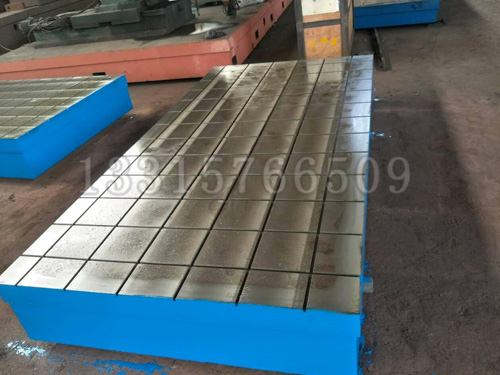
鑄鐵平臺的加工制作與t型槽的加工是沒有關系的,但是在設計時需要根據t型槽的大小, 以及密度進行 的測量,把整體的承載能力設計好。還有在刮研時候的t型槽是否礙事也是值得考慮的,有的時候槽太密,不易解決,所以根據 的加工要求,精度要求進行 時間進行刮研,刮研的精度需要進行 的協商,以便達到 的效果!
總的老說t型槽的多少回對刮研時間形成比較慢的時間,這里面有刮研速度,中間有槽確實比較慢,還的躲著它,這樣就會出現慢工,增加制造成本!很多用戶在咨詢鑄鐵T型槽平臺時,不能提供需要T型槽平臺的具體參數,導致技術部不能及時為您提供的鑄鐵產品。為了方便廣大用戶,在這里我為客戶準備了一個圖紙里面標明了所需要的數據。以后如果有需要訂購T型槽平臺或T型槽彎板等產品時,可按下面圖中標明的幾項提供數據。
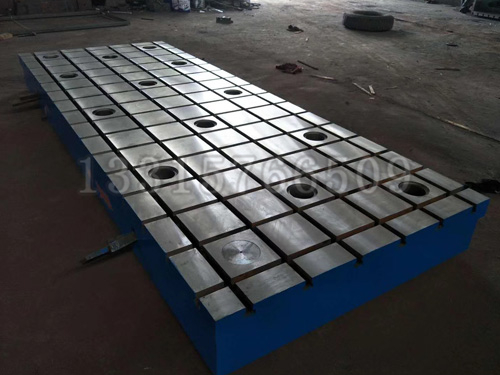
槽開口的大小(根據使用的螺栓大小設計,槽都是標準的)
開槽的數量槽與槽之間的距離,開槽的方面
鑄鐵T型槽平臺需要的承重(根據承重設計實心面板厚度)
精度(一般小規格的是2級精度,大規格的是3級精度,要求的要精刮)
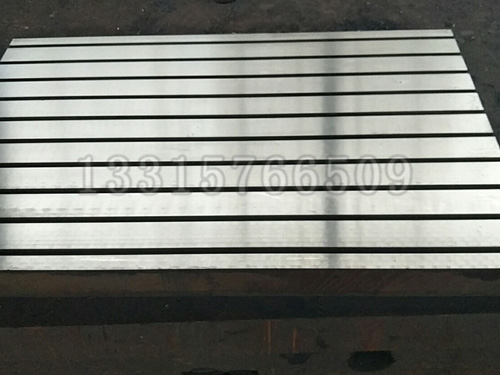
焊接平臺的生產過程為 :做型—鑄造—機床加工—刮研—檢驗—包裝—發貨或入庫。 平臺在生產的過程中需要經過兩次回火處理,然后上機床加工,人工刮研。
經過兩次回火后鑄鐵平臺的精度 加穩定,能 ,人工刮研可以使鑄鐵T型槽平臺達到理想的精度。
目前生產鑄鐵平臺廠家是按照市場的需求來制作的,有的是質量好的,比較貴,有的是便宜的,質量湊合能用,根基實際用戶的需要制作,也不分什么標準了,只要滿足用戶使用就行,但是有的用戶非要國標1級的,那就 按照標準來做了,價格與質量那是成正比的!
鑄鐵平臺生產設計的基本構成:
鑄鐵平臺通常是生產廠家設計構造,在規劃時有些竅門大家能夠學習一下:
一、大型鑄鐵平臺平面厚度約為30~35cm,中型鑄鐵平臺大約25cm,小型鑄鐵平板約為10~20cm之間。
二、主筋高約為鑄鐵平臺平面寬度的1/4~1/5。
三、三條腿的直徑為鑄鐵平臺平面厚度的一倍。
四、三條腿應比筋面高出平面厚度的1/3。
五、主筋厚約為鑄鐵平臺厚度的1/2~3/5。
六、輔筋厚約為平面厚度的2/5~1/2。
七、鑄鐵平臺的高度約為鑄鐵平臺寬度的1/3~1/5。
以上所說的僅僅通常情況下的參閱數字,如細長的鑄鐵平臺和正方形的鑄鐵平臺,寬度相差很大但鑄鐵平臺的高度不 相差許多,我們有 一方面考慮到鑄鐵平臺所需求的剛度,一起還要考慮到不要太粗笨,這樣就可以體現出杰出的規劃作用。