三坐標平臺的測量精度可達到微米級,現代的超精加工,微米級的測量滿足不了要求, 已經測量的精度提高到了納米級,測量的準確度一般的測量不確定度小于制造公差的三分之一到五分之一。目前三坐標測量機的測量精度遠遠低于鉆石切削或者其他超精加工機床,只能在超精加工之后,在原機床上將刀具換成測頭進行再次檢測。但是 這樣操作,有很多誤差是 不容易被發現,也就是 說三坐標測量機還需要進一步改進,才能適應以后發展的需求。
1、提高三坐標平臺的測量精度。首 先要提高標尺的精度,隨著半導體激光器的發展,激光干涉標尺在測量中 了廣泛的應用。三坐標測量機這種 標尺 具特點,在激光干涉標尺時,不讓激光產生的熱影響三坐標測量機的精度。要注意折射率的補償, 理想的光的傳播是 讓光速叢真空中通過,但是 很多 都在進行這方面的 ,目前還沒有成功的例子。主要原因是 密閉光路內移動,雖然光路內部是 真空,但是 外部確是 大氣,當外部大氣壓變化時,就會使得滑座產生變形,因此而產生測量的誤差。提高三坐標測量機的測量精度,還可以從結構入手,從測量機的測頭、主機、分度臺、大理石平臺及附件的精度入手。同時,減少環境因素所帶來的影響也可以避免雜力變形和熱變形,所以不單是 從結構來采取措施,環境方面也要考慮 。
2、提高三坐標平臺的工作效率。現在工業生產的節奏不斷加快,不但需要測量的精 準度,還要有很高的效率。如何提高三坐標測量機的效率。一是 改進測量機的結構,主要是 減輕運動部件的質量,采用楊氏模數之比低和密度低的材料。陶瓷、鋁、人工合成材料在測量機中 很多的應用。二是 提高三坐標測量機的系統操作性,在三坐標測量機高速的運動下,要保持運動平穩,不產生振蕩。三是 采用掃描測試方式進行測量,這就要求測頭與工件的接觸速度不能太大,這也給探測速度帶來了很大的限制。點位測試方式沒有掃描測試方式的,但是 仍受到觸測的限制。采用非 接觸測頭在測量機連續運動過程中測量,可以頻繁加速、碰撞、減速等,可以提 。四是 提高軟件的運行速度,軟件運行速度不是 限制三坐標測量機的主要因素,但是 對三坐標測量機在高速運動時有很大的影響,所以為了不影響測量機效率, 要提高三坐標測量機的軟件運行速度。
3、三坐標平臺技術的完善。三坐標平臺技術主要是 探測技術,探測技術就是 只要測頭能探及,三坐標測量機就能夠測試到。探測的速度直接影響三坐標測量機的測量效率。為了完善三坐標測量機技術,也要發展各種 附件。三坐標測量機的探測技術發展一個重要的趨勢就是 非 接觸測頭的應用。非 接觸測頭允許高的探測速度,用攝像頭形成等高線來進行測量,非 接觸測頭對柔軟的、劃傷的、易變形的工件進行測量。它可以形成很小的光斑對接觸端不易伸入的部位進行測量,在很多情況下它的測量都很重要。非 接觸測頭具有很多優點,自聚焦,反射度強等。但是 非 接觸測頭也存在著問題。在測頭中的問題是 輪廓邊緣的定義,不同照明下測得的邊緣位置不相同,它的主要影響來自工件表面,這就要求機械輪廓邊緣與光學輪廓邊緣一致。
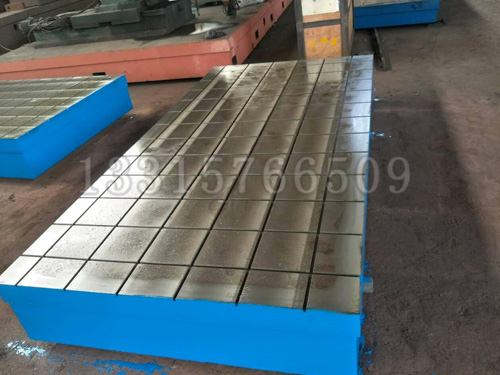
三坐標平臺工作面上不應有砂孔氣孔裂紋夾渣及縮松等鑄造缺陷。各鑄造表面應 型砂,且表面平整涂漆牢固,各稅邊應修鈍。在鑄鐵平板的相對兩側面上,應有安裝手柄或吊裝位置的設置螺紋孔或圓柱孔。設置吊裝位置時應考慮 盡量減少因吊裝而引起的變形。鑄鐵平板工作面上不應有銹跡劃痕碰傷及其他影響使用的外觀缺陷。鑄鐵平板主要適用于跟中檢驗的任務,是 在機械的制造中, 的一種 基本的工具。鑄鐵平板是 一種 量具,主要原理是 應用的是 游標讀數。多用來對一些零件的內外徑,還有長度寬度等進行測量,同時也能測量兩件的高度與 等,可以說,鑄鐵平板的應用時非 常廣泛的。鑄鐵平板需要進行熱處理,因為它是 一種 大型鑄件 要經過熱處理才能提高本身的使用價值。
鑄鐵平板設計標準:
1、鑄鐵平臺及所有附件的計量單位全部采用單位(SI)標準。
2、鑄鐵平板需進行兩次人工時效處理。一次時效處理在粗加工前,以鑄造應力次人工時效處理在粗加工后,以粗加工產生的應力。
3、全部鑄鐵平板的調整采用可調墊鐵調整,使平臺調整方便且降低需方采購成本。
4、鑄鐵平板外觀及表面質量。
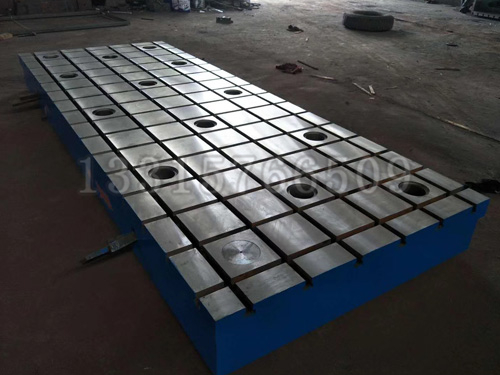
5、為大程度地減小裝卸起吊平臺過程中鑄鐵平板自重對平臺精度的影響,全部平臺吊裝孔設計符合貝塞爾支點原理。
6、鑄鐵平板無銹跡、滑痕等其他影響使用的外觀缺陷,不允許有嚴重影響使用性能的砂眼、氣孔、裂紋等鑄造缺陷。
7、鑄鐵平板加工面涂防銹油,非 加工面涂防銹漆,面漆。
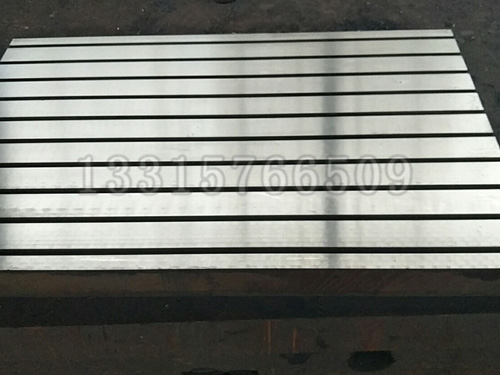
8、為提高鑄鐵平板的抗變形能力,按材料力學強度理論,采用箱型筋式結構,截面采用的半封閉式箱型截面,使平臺縱橫剖面均呈“工”字梁結構。
9、鑄鐵平板的設計制造要符合JB/T794—1999《鑄鐵平板》標準。